


以下是:专业销售锅炉热喷涂-保质的产品参数
山东锅炉热喷涂 山东 专业销售锅炉热喷涂-保质,宏合集团为您提供专业销售锅炉热喷涂-保质,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,请联系宏合集团,发货地:开发区发货到广东省 广州市 荔湾区、越秀区、海珠区、天河区、白云区、黄埔区、番禹区、花都区、南沙区、萝岗区、增城区、从化区。 广东省,广州市 广州市地处中国华南地区、珠江下游、濒临南海,地理坐标介于东经112°57′~114°3′、北纬22°26′~23°56′之间,属南亚热带季风气候,气候温和,海洋性气候特征显著。广州市为丘陵地区,地势东北高西南低,背山面海,北部是丘陵山区,东北部为中低山地,中部是丘陵盆地,南部为沿海冲积平原。
想了解专业销售锅炉热喷涂-保质产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:专业销售锅炉热喷涂-保质的图文介绍
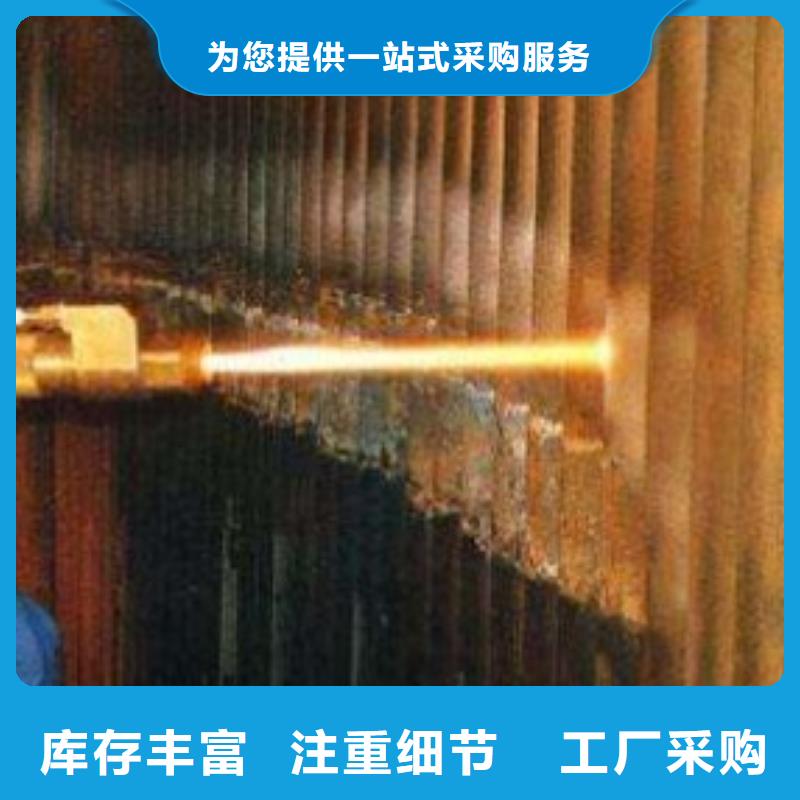
超音速电弧喷涂 (Supersonic Arc Spraying) 是在普通电弧喷涂(Arc Spraying)基础上发展起来的新技术;超音速电弧喷涂层具有比普通电弧喷涂层更为优越的性能,近年来广泛应用于机械、化工、电力、冶金等行业,特别是在火力发电厂的锅炉管道上得到了很好的应用,较好地解决了锅炉管道的高温磨损和腐蚀问题,为电厂的稳定运行起到了重大的作用,也给电厂带来了很好的经济效益和社会效益。
超音速电弧喷涂是将两根丝状金属喷涂材料送进电弧喷枪中的两个导电嘴内,导电嘴分别连接高电流、低电压的两极。当金属丝前进至相互接触时,它们短路瞬间产生的电弧,可达到5000℃以上的高温,使丝材端部熔化,并被极高速度的压缩空气流(约达两倍音速)雾化呈微熔滴,微熔滴被压缩空气流带动以超音速(400m/s以上)射向工件表面,形成电弧喷涂层。 超音速电弧喷涂层相比于普通电弧喷涂层具有更细小的涂层组织、更致密的涂层结构、更高的结合强度。
本公司生产的新超音速电弧机主要由主机电源、超音速电弧喷枪、送丝机构、控制系统和压缩空气系统组成。设备制造精良,性能可靠,运行稳定性好,为获得性能优良的喷涂层提供了基本的保障。特点如下,
电弧类喷涂
1、电弧喷涂:电弧喷涂:在两根焊丝状的金属材料之间产生电弧,因电弧产生的热使金属焊丝逐渐熔化,熔化部分被压缩空气气流喷向基体表面而形成涂层。电弧喷涂按电弧电源可分为直流电弧喷涂和交流电弧喷涂。直流:操作稳定,涂层组织致密,效率高。交流:噪音大。电弧产生的温度与电弧气体介质、电极材料种类及电流有关(如Fe料,电流280安,电弧温度为6100K)。但一般来说,电弧喷涂比火焰喷涂粉末粒子含热量更大一些,粒子飞行速度也较快,因此,熔融粒子打到基体上时,形成局部微冶金结合的可能性要大的多。所以,涂层与基体结合强度较火焰喷涂高1.5~2.0倍,喷涂效率也较高。电弧喷涂还可方便地制造合金涂层或“伪合金”涂层。通过使用两根不同成分的丝材和使用不同进给速度,即可得到不同的合金成分。电弧喷涂与火焰喷涂设备相似,同样具有成本低,一次性投资少,使用也方便等优点。但是,电弧喷涂的明显不足,喷涂材料必须是导电的焊丝,因此只能使用金属,而不能使用陶瓷,限制了电弧喷涂的应用范围。近些年来,为了进一步提高电弧喷涂涂层的性能,国外对设备和工艺进行了较大的改进,公布了不少 。例如,将甲烷等加入到压缩空气中作为雾化气体,以降低涂层的含氧量。日本还将传统的圆形丝材改成方形,以改善喷涂速率,提高了涂层的结合强度。2、等离子喷涂:等离子喷涂:包括大气等离子喷涂,保护气氛等离子喷涂,真空等离子喷涂和水稳等离子喷涂。等粒子喷涂技术是继火焰喷涂之后大力发展起来的一种新型多用途的精密喷涂方法,它具有:①超高温特性,便于进行高熔点材料的喷涂。②喷射粒子的速度高,涂层致密,粘结强度高。③由于使用惰性气体作为工作气体,所以喷涂材料不易氧化。等离子的形成(以N2为例)气体电离后,在空间不仅有原子,还有正离子和自由电子,这种状态就叫等离子体。等离子体可分为三大类:①高温高压等离子体,电离度,温度可达几亿度,用于核聚变的研究;②低温低压等离子体,电离度不足1%,温度仅为50~250度;③高温低压等离子体,约有1%以上的气体被电离,具有几万度的温度。离子、自由电子、未电离的原子的动能接近于热平衡。热喷涂所利用的正是这类等离子体。
超音速电弧喷涂的技术原理都是有什么
1.超音速电弧喷涂技术原理是:
(1)通过接通的电源,在1/1000—1/10000秒内,使耐腐蚀金属丝材产生电弧熔化,熔融金属的高温液滴被超音速的空气喷吹、雾化、喷涂至预先喷砂除锈的钢铁构件表面上,通过材质形成纯度高、通过超音速的速度结合力更强,形成冶金结合喷涂层,它对活泼的钢铁基体具有阴极起到有效的保护作用。
(2)在喷涂层上均匀涂敷具有抑制腐蚀作用的专用封闭剂,它不仅能进一步隔绝腐蚀介质侵蚀基体钢铁,同时使电弧喷涂金属层与封闭涂层界面阻抗增大,耐腐蚀性能大为增强。
(3)电弧喷涂防腐涂层的防腐原理为机械屏蔽和阴极保护联合作用。
(4)当涂层发生破损、腐蚀介质存在时,金属喷涂层能够牺牲自己,保护钢铁基体不发生腐蚀.
2.电弧喷涂长效防腐技术的突出特点
(1)与金属基体的结合力高:电弧喷涂层与基体以机械热镶嵌和微冶金结合共同作用,涂层表现出较高的结合力,是火焰喷涂的3倍,大大超过了 标准,在所有防腐涂层里结合力 。
(2)防腐寿命长:根据不同的腐蚀环境和具体的工件特点,通过合理的涂层设计,目前电弧喷涂长效防腐涂层体系自身的耐蚀寿命达50年以上,是重防腐油漆的4—5倍,热浸镀锌的2—3倍,玻璃钢涂层的2—3倍。因此电弧喷涂防腐技术使钢结构件的使用寿命由10~15年提高到半个世纪以上。
(3)涂层质量好:电弧喷涂加热丝材方式为电弧加热,丝材融化温度高,融化均匀,喷涂致密,涂层质量稳定,对工件的热应力没有影响,而氧—乙炔火焰喷涂为火焰加热,丝材融化温度低,存在氧化、碳化等隐患,影响涂层质量。
锅炉热喷涂的工艺及注意事项
1、喷涂性能要求不高、使用环境无特殊要求,且喷涂材料熔点低于2500℃,可选择设备简单、成本较低的氧-乙炔火焰喷喷涂工艺。如一般工件尺寸修复和常规表面防护等;
2、喷涂性能要求较高。工况条件较恶劣的贵重或关键部件,可选用等离子喷涂工艺。相对于氧乙炔火焰喷涂来讲,等离子喷涂的焰流温度高,溶化充分,具有非氧化性,涂层结合强度高,空隙率低;
3、涂层要求具有高结合强度、极低空隙率时,对金属或金属陶瓷涂层,可选用高速火焰喷涂工艺;对氧化物陶瓷涂层,可选用高速等离子喷涂工艺。
行业专家认为山东锅炉热喷涂工艺需要注意一下几点:
1、根据工件的材料、技术要求及工作条件等选用基层及工作层用材料。选料时参阅其他有关资料。一般情形,薄涂层选用细粉,厚涂层选用粗粉。
2、零件喷涂的主要目的大都是补偿磨损尺寸。一般,喷涂后必须机械加工达到尺寸和形位精度要求,因此确定涂层厚度时应考虑加工余量,并考虑喷涂后工件热态与冷态的尺寸差异。补偿层厚度以0.4~1mm为宜,局部厚度应3mm。加工余量一般可取0.40.8mm。对于工件磨损量小,只喷涂自粘结复合材料,其厚度应0.3mm。
3、以涂层材料性能、厚度及粒度确定喷涂参数,包括乙炔和氧气的压力、喷距、喷枪与工件的相对运动速度等。这些参数除参考有关资料外,应注意积累经验数据
广东广州宏合集团凭借着可靠的质量、低廉的价格和优良的信誉,以客户为本的生产宗旨, 用多样化的产品满足了客户不同层次,不同方面的需求,赢得了广大客户的一致好评。我们可以根据您的需求,为您的产品设计合理,美观的产品包装。真诚希望与各界新老朋友建立长期稳定、可靠的业务关系。您的需求就是我们的发展,让您满意是我们不懈的求,我们将以贴心的服务,更可靠的质量来回报您的支持,赢得您的信赖,欢迎来电垂询。深入细节,建立了质量管理体系,通过“自检、互检、专检”层层把关。从而在产品质量上得到了严格的保障!
专业销售锅炉热喷涂-保质,宏合集团专业从事专业销售锅炉热喷涂-保质,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,发货地:开发区,以下是专业销售锅炉热喷涂-保质的详细页面。











