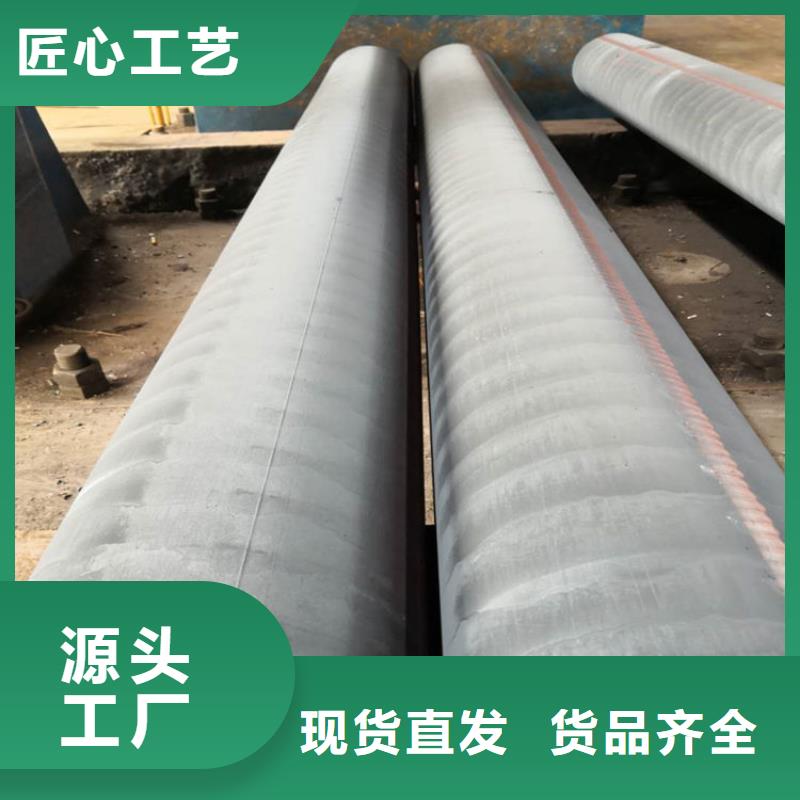


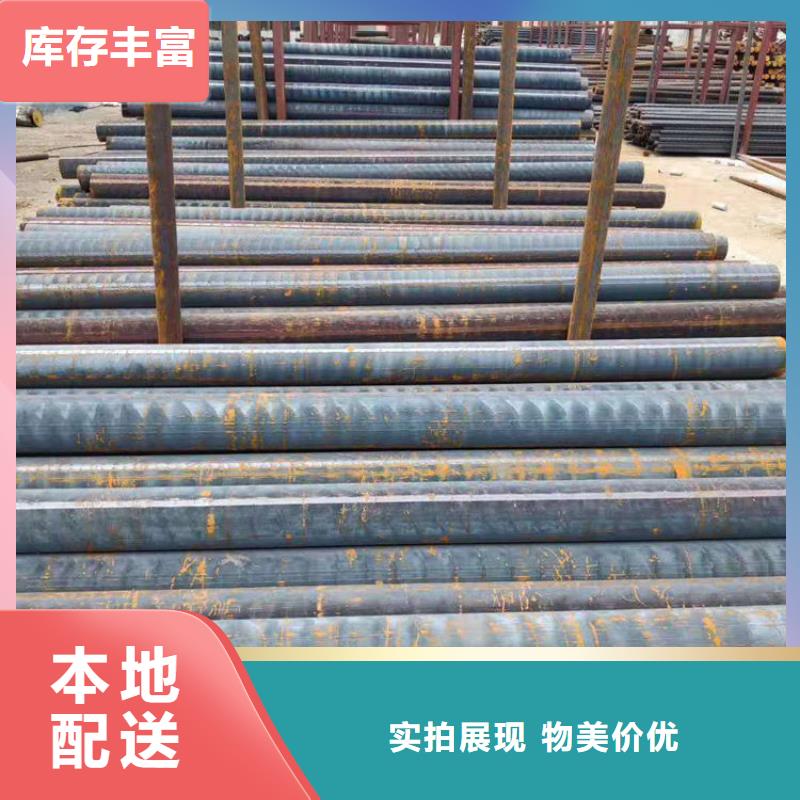
以下是:qt500-7铸铁棒铸铁圆钢销售商的产品参数
材质: 球墨铸铁/灰口铸铁 产地: 山东 价格: 5.6元/公斤 产品优势: 无气孔、无沙眼、无内部缺陷 生产工艺: 水平连铸 应用范围: 机械加工和精密制造 qt500-7铸铁棒铸铁圆钢销售商,亿锦天泽钢铁有限公司为您提供qt500-7铸铁棒铸铁圆钢销售商,联系人:邢涛,电话:0635-5083939、18954456733,QQ:1799311315,请联系亿锦天泽钢铁有限公司,发货地:开发区凤凰工业园发货到山东省 济宁市 任城区、微山县、鱼台县、金乡县、嘉祥县、汶上县、泗水县、梁山县、曲阜市、兖州区、邹城市。 山东省,济宁市 2022年,济宁市地区生产总值完成5316.9亿元、同比增长4.4%。
想知道qt500-7铸铁棒铸铁圆钢销售商产品为何如此受欢迎?观看视频,答案自在其中。
以下是:qt500-7铸铁棒铸铁圆钢销售商的图文介绍山东济宁亿锦天泽钢铁有限公司是一家专注生产销售: 球墨铸铁棒,公司与大型 球墨铸铁棒厂家建立长期稳定的合作关系,货源充足,品种规格齐全。强调“质量”和“服务”是我公司立业的基础了解用户的需求,在服务中成长,与用户共同创新是我们的追求。
承诚信服务、恪守信誉的宗旨,在同等的质量下,完善的服务,优质的态度来答谢各界朋友的支持和厚爱,欢迎您的来电、咨询,我们将竭诚为您服务!一、质量保证,严格按用户要求标准供货,二、周到服务 电话联系及时答复运输,送货上门;节假日不休息,随到随提。
对普通固化剂和低S固化剂的树脂砂所生产的铸铁型材进行了跟踪实验,实验结果表明表面层厚度主要与表面铁水的Mg含量和S含量相关。MgS在S含量较多的情况下促进片状石墨生长,增加表面层厚度。减少型砂中的S含量和增加铁水边缘Mg含量有助于降低表面层厚度。同时,我们从树脂、固化剂优配比,低S固化剂,涂料以及水平连铸工艺等方面提出了减少表面层的措施。减少这样的表面层是否直接影响铸铁型材的使用性能尚在进一步研究中,但是如何减少这种变异的石墨形态,是我们亟待解决的问题。铸铁型材在工程中具有广泛的应用,然而铸铁型材制品的生产中存在球化率控制的困难,在实际生产中一般采用炉前检测的方法来控制球化率。热分析技术是目前在炉前检测中应用较多的先进技术。在采用热分析技术控制蠕铁制品球化率的技术中,其关键是如何将铸铁液的冷却曲线准确采集到电脑中,并提取曲线上能够表征球化率的特征值。本课题针对这一问题,设计了温度冷却曲线数据采集系统,该数据采集系统硬件由内置热电偶的样杯和工控机组成。基于LabVIEW开发的软件系统通过工控机的串口进行通讯,完成了铸铁液温度冷却曲线的采集、实时显示、数据存储以及特征值提取等功能。
球墨铸铁自问世以来,不断受到各个和地区的重视,与铸钢件相比,具有生产工艺简单、成本低廉、耐磨性能优良等优点,因而在国民经济的各行各业中有着广泛的应用,而且逐渐成为重工业中重要的部分。近年来,厚壁球铁铸铁型材的生产不断增长,用于制造大型的耐压、耐磨、耐热零件。与普通球铁相比,厚壁铸铁型材常伴随孕育衰退、球墨畸变、石墨漂浮、元素偏析、缩松、缩孔等缺陷,成为困扰生产厂家的难题之一。
采用铸铁型材加工的ADI传动齿轮在国产康明斯B系列柴油发动机上已成功应用多年,不仅使用交易良好,而且成本大幅降低。高速机车转向架ADI套利用铸铁型材制造,寿命比原来提高4倍多,取得了良好的社会效益和经济效益。连铸型材ADI活塞环,节油20%以上,使用寿命大于15万公里。连铸型材加工ADI剪切刀片与T10钢经热处理的传统剪切刀片相比,使用寿命可提高1.24倍。利用合金化的连铸球铁型材生产的某柱塞泵部件,石墨球圆整,球化率高,具有度、高耐磨和耐高压性,完全达到技术要求。灰铸铁型材抗拉强度和塑性低,但铸造性能和减震性能好,主要用来铸造汽车发动机汽缸、汽缸套、车床床身等承受压力及振动部件,一般机械制造中较为重要的铸件,如:汽缸、齿轮、机座、金属切削机床床身及床面等。 铸铁型材差不多已在所有主要工业部门中得到应用,这些部门要求高的强度、塑性、韧性、耐磨性、耐严重的热和机械冲击、耐高温或低温、耐腐蚀以及尺寸稳定性等。为了满足使用条件的这些变化、球墨铸铁现有许多牌号,提供了机械性能和物理性能的一个很宽的范围。 如标准化组织ISO1083所规定的大多数球墨铸铁铸件,主要是以非合金态生产的。 灰铸铁型材机械性能兼有度和高塑性,经常规热处理后可以获得各种需要的基体组织厦性能,表面处理容易,铸铁型材表面进行玻璃、搪瓷涂层,铜、铬、钨电镀,渗碳、氨等表面处理,性能远远高于砂铸件和钢件。灰铸铁型材主要由铁、碳和硅组成的合金的总称,在这些合金中,含碳量超过在共晶温度时能保留在奥氏体固溶体中的量,铸铁主要由铁、碳和硅组成的合金的总称,在这些合金中,含碳量超过在共晶温度时能保留在奥氏体固溶体中的量。
影响铸造速度的因素比较多, 应根据铸铁型材的材质和尺寸规格选择适宜的铁液温度。铁液温度高,流动性好,型材结晶前沿移动后有良好的焊合性,但过高的铁液温度会降低生产速度或因控制不当出现铁液泄露事故。而过低的铁液温度会降低结晶前沿铁液的焊合能力,出现冷隔、裂纹、疤皮等缺陷。一般保温包内铁液温度应控制在1280~1320℃。生产小尺寸型材时生产率较低,铁液在保温包内停留时间较长,宜选择较高的铁液温度。采用冲天炉炉前冲人法生产球墨铸铁型材时,铁液的出炉温度应在1450℃以上应严格控制型材出口温度(即铸铁型材脱离结晶器后经温度回升作用所达到的高表面温度),影响型材出口温度的直接因素是保温包内铁液温度和铸造速度。 随着含氮、锰量的增加:片状石墨长度变短、宽度稍有增加,弯曲程度加大,石墨端部钝化,对基体的割裂作用减弱;细片状珠光体含量略有增加,珠光体层片间距减小;试样的抗拉强度和硬度逐渐增大,当含氮量为0.012%、含锰量为1.24%时,试样的抗拉强度和硬度达到大值,分别为395MPa和260HBW。当铁液中含氮量≥0.011%时,铸件表面下开始出现气孔缺陷。 在适当含氮量(0.0080%左右)基础上,含钛量在0.055%-0.149%范围内时,试样的金相组织为A型和D型石墨+珠光体+少量铁素体。随着含钛量的增加:A型石墨减少,D型石墨增多;铁素体的含量增多,珠光体的含量减少。<可见中频感应炉的熔化率远远超过了工频感应炉,这就为在选择铸铁生产熔炼设备时可以以小代大,使用较小容量的中频感应炉代替较大容量的工频感应炉创造条件,中频炉取代工频炉既减少了用地,又降低了投资,也保证了铁液的连续供应,对于连续作业、生产能力较大的铸铁生产均十分有利。过高的铁液温度和过快的铸造速度会使型材出口温度过高,导致型材心部组织变粗、力学性能下降,操作不当还会出现铁液泄露事故。反之,型材出口温度过低也会造成石墨铸型型壁刮伤,使型材表面质量下降,产生裂纹、疤皮等缺陷。正常情况下型材出口温度应控制在900~950℃。 生产中应根据型材产品的尺寸和材质要求选择优的牵引工艺参数组合。减小牵引周期可在相同铸造速度条件下减小步距。
qt500-7铸铁棒铸铁圆钢销售商_亿锦天泽钢铁有限公司,固定电话:18954456733,移动电话:0635-5083939,联系人:邢涛,QQ:1799311315,开发区凤凰工业园 发货到 山东省济宁市。







