


以下是:#镀锌钢管#实力厂家的产品参数#镀锌钢管#实力厂家,鑫昶钢铁贸易有限公司为您提供#镀锌钢管#实力厂家的资讯,联系人:周斌,电话:022-84890606、18902159867,QQ:1064235139,发货地:东丽区发货到广东省 汕尾市 海丰县、陆河县、陆丰县。 广东省,汕尾市 东晋咸和六年(331年),置海丰县。隋开皇十一年(591年),属循州。明清,属惠州府。1956年1月,隶属惠阳专区;1959年3月22日,划归汕头专区;1983年12月22日,划归惠阳地区管辖;1988年,设立汕尾市。截至2022年10月,汕尾市辖1个市辖区、2个县,代管1个县级市。汕尾市是全国13块红色革命根据地之一,中国个县级苏维埃政权诞生地,广东一个全域革命老区,全市4个县(市、区)均为一类革命老区县;汕尾背山面海,交汇融合闽南文化、潮汕文化、客家文化、广府文化,在地理和文化上自成一派,形成了特色鲜明的“海陆丰文化”。地方传统戏剧有正字戏、西秦戏、白字戏。孕育彭湃、谢非、陈炯明、陈其尤、黄鼎臣、马思聪、钟敬文、杨成志、柯麟、彭士禄、黄旭华等人士。汕尾市拥有中国大陆的滨海澙湖——品清湖,红场星火、玄武灵声、有凤来仪、遮浪奇观、金厢银滩、莲峰叠翠、五坡正气、南万椎涛等“汕尾八景”。
我们的现场实拍视频将带您走进#镀锌钢管#实力厂家产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
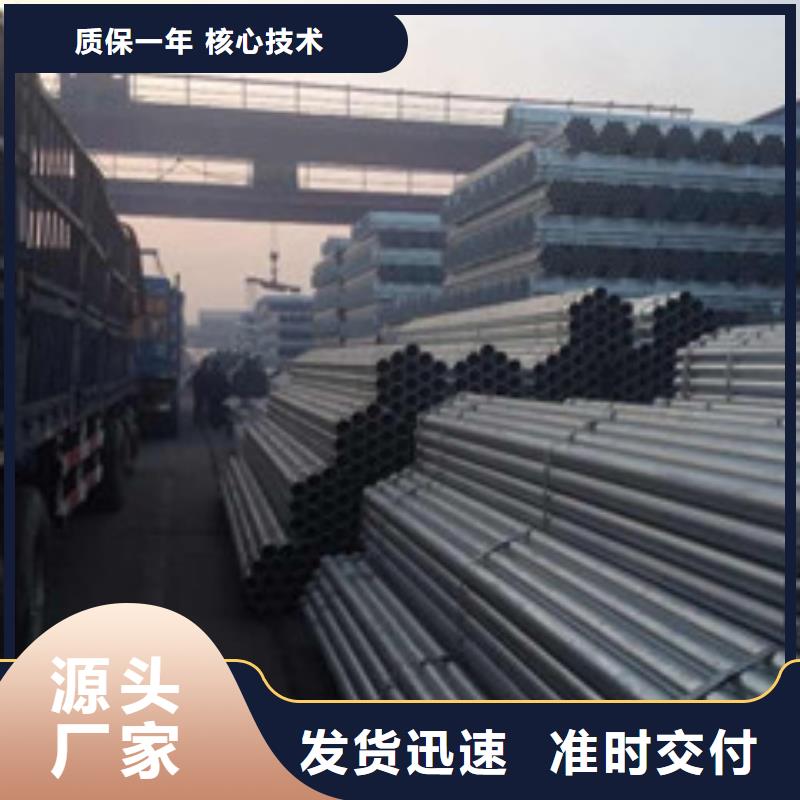
以下是:#镀锌钢管#实力厂家的图文介绍
如结构是强度控制,可考虑采用Q345,如结构是刚度控制,可考虑采用Q235。价格Q345稍贵点,但因其高强度,可节省材料。
(1)独特的清洁生产
镀锌管采用硫酸盐电镀锌铁合金工艺,在于生产线槽与槽间均穿孔直通而溶液无任何带出或溢流。生产过程各工序由循环系统组成,各槽溶液即酸碱液、电镀液、出光与钝化液等,只循环回用不向系统外渗漏或排放,生产线只设5个清洗槽,采用循环回用定期排放,特别是钝化后不清洗的无废水产生的生产工艺。
(2)电镀设备的特殊性
镀锌管的电镀铜线材电镀一样,都属于连续电镀,但施镀的设备不同。铁丝以其细长的条形特色而设计的镀槽,槽体长而宽却浅。电镀时铁丝从孔眼穿出,呈一字形在液面展开,保持相互间距。而镀锌管却又不同于铁丝,有其独特之处,槽设备较为复杂。
槽体由上、下两部分组成,上部为镀槽,下部为溶液循环储存槽,形成一个上窄下宽状、似梯形的槽体,在镀槽中设有镀锌管电镀运行的通道,槽底有两个通孔与下部的储存槽相通,并与液下泵形成镀液循环复用系统。因此,镀锌管同铁丝电镀一样,镀件都是动态性的,而与铁丝电镀不同之处,电镀镀锌管的镀液也是动态性的。
几年来广东汕尾鑫昶钢铁贸易有限公司感谢新老客户的鼎力支持,我们将一如既往研发出优质的 镀锌无缝钢管产品回馈客户回馈社会,创行业品牌。 在此广东汕尾鑫昶钢铁贸易有限公司欢迎新老客户光临指导、洽谈合作,共创美好未来!
由于铁锈疏松多孔,在锈层中往往含有大量的水分,导致金属继续腐蚀,钢铁表面 的初生锈和钢铁底材附着较牢,随着锈蚀的进行,原来的初生锈逐渐老化并被挤到锈层 表面,所以钢铁外表铁锈又可分为两层,外层是松锈(浮锈) ,它和钢铁附着不牢;内 层是牢锈,它和钢铁底材附着牢固。 2、钢铁除锈困难: 钢铁防锈内层锈要彻底去除,非常困难,只要在钢铁表面留有余锈,锈核就可使钢铁 底材继续生锈,即使除锈非常干净,新金属表面积加大,吸收水量增多,受环境腐蚀介质 影响就大,造成锈蚀的可能性就大。根据以上情况,采取常规的防锈涂料进行金属保护,效果不会理想。 目前用普通涂料防锈,半年到一年就出现漆膜开裂脱落,漆膜锈迹斑斑,根本起不到 防锈作用。用涂料防腐防锈,关键是使金属表面上不再存在继续生锈的条件,在防锈漆中 应大力推广使用带锈涂料,它是一种可直接涂刷于残余锈层钢铁表面的新型涂料。 3、渗透性带锈涂料: 渗透性带锈涂料起源于欧美 ,它是利用漆料、助剂对铁锈的湿润、渗透作用, 把铁锈分离并被包围在漆料中, 同时借助特殊助剂起防锈作用, 阻止锈蚀的进一步发展。
三、热镀锌技术优缺点:
优点:防腐时间长,可达 20 年以上。 缺点:1、技术工艺复杂,从以上简介可以看出工艺过程中任何一个环节处理不当,都会造 成涂层防腐效果的下降。 2、能耗大,热镀锌温度需要四五百度以上的温度,需要大量消耗电能,这大大提高 产品的成本,对于能源紧缺的中国,这无疑是对宝贵能源的浪费。 3、污染严重,在镀锌过程中会产生大量的三废,会对当地的大气,水,土壤环境产 生比较严重污染,影响人们的生活和,同时,更会影响到生产一线工人的。 4、综合成本高,若想避免以上现象的出现,势必要投入大量的资金解决工艺问题和 进行三废处理。 5、使用两至三个月内就会产生锌盐,使杆体变黑,无法清洗变亮。
镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层以后再焊。在实际工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。
焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。 焊接手法:在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊角焊缝时,同样在 层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右,当使锌层熔化后再回到原来位臵继续向前施焊。焊接完毕后要及时清理焊缝,并刷涂富锌底漆,做好防腐措施。
#镀锌钢管#实力厂家,鑫昶钢铁贸易有限公司为您提供#镀锌钢管#实力厂家产品案例,联系人:周斌,电话:022-84890606、18902159867,QQ:1064235139,发货地:东丽区。



















