

以下是:锅炉热喷涂厂家-库存充足的产品参数
山东锅炉热喷涂 山东 锅炉热喷涂厂家-库存充足,宏合集团为您提供锅炉热喷涂厂家-库存充足的资讯,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,发货地:开发区发货到浙江省 湖州市 吴兴区、南浔区、德清县、长兴县、安吉县。 浙江省,湖州市 2022年,湖州市实现地区生产总值3850.0亿元,其中,产业增加值161.1亿元,第二产业增加值1966.2亿元,第三产业增加值1722.7亿元,三次产业增加值结构为4.2:51.1:44.7。按常住人口计算的人均GDP为112902元。
想知道锅炉热喷涂厂家-库存充足产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:锅炉热喷涂厂家-库存充足的图文介绍浙江湖州宏合集团成立多年,集【无缝钢管】研发、生产、销售和服务于一体的实业型企业,公司主要研制【无缝钢管】并可根据客户图纸或要求研制各种非标【无缝钢管】。 以人为本、科学管理、技术优先、品质保障、诚信务实,取得国内外客户的信赖与支持。 我们的目标是,让我们的【无缝钢管】产品和服务誉满全球!
GB/T 9793-1997 金属和其他无机覆盖层热喷涂锌、铝及其合金 1998-02-01实施,代替GB/T 9793-1988,GB/T 9794-1988,GB/T 9795-1988,GB/T 9796-1988GB 11375-1999 金属和其他无机覆盖层热喷涂操作 2000-03-01实施,代替GB 11375-1989GB/T 8642-2002 热喷涂抗拉结合强度的测定 2003-04-01实施,代替GB/T 8642-1988GB/T 12607-2003 热喷涂涂层命名方法 已转化为行业标准:JB/T 10580-2006GB/T 12608-2003 热喷涂火焰和电弧喷涂用线材、棒材和芯材分类和供货技术条件 2004-05-11实施,代替GB/T 12608-1990GB/T 18681-2002 热喷涂低压等离子喷涂镍-钴-铬-铝-钇-钽合金涂层 2002-08-01实施GB/T 16744-2002 热喷涂自熔合金喷涂与重熔 2002-12-01实施,代替GB/T 16744-1997GB/T 18719-2002 热喷涂术语、分类 2002-12-01实施GB/T 19352.1-2003 热喷涂热喷涂结构的质量要求第1部分:选择和使用指南 2004-05-01实施GB/T 19352.2-2003 热喷涂热喷涂结构的质量要求第2部分:的质量要求 2004-05-01实施GB/T 19352.3-2003 热喷涂热喷涂结构的质量要求第3部分:标准的质量要求 2004-05-01实施GB/T 19352.4-2003 热喷涂热喷涂结构的质量要求第4部分:基本的质量要求 2004-05-01实施GB/T 19356-2003 热喷涂粉末成分和供货技术条件 2004-05-01实施GB/T 19823-2005 热喷涂工程零件热喷涂涂层的应用步骤 2005-12-01实施GB/T 19824-2005 热喷涂热喷涂操作人员考核要求 2005-12-01实施GB/T 20019-2005 热喷涂热喷涂设备的验收检查 2006-04-01实施GB/T 8640-1988 金属热喷涂层表面洛氏硬度试验方法 已转化为行业标准:YS/T 541-2006GB/T 8641-1988 热喷涂层抗拉强度的测定 已转化为行业标准:YS/T 542-2006GB/T 11373-1989 热喷涂金属件表面预处理通则 1990-01-01实施GB/T 11374-1989 热喷涂涂层厚度的无损测量方法 1990-01-01实施GB/T 13222-1991 金属热喷涂层剪切强度的测定 已转化为行业标准:YS/T 550-2006
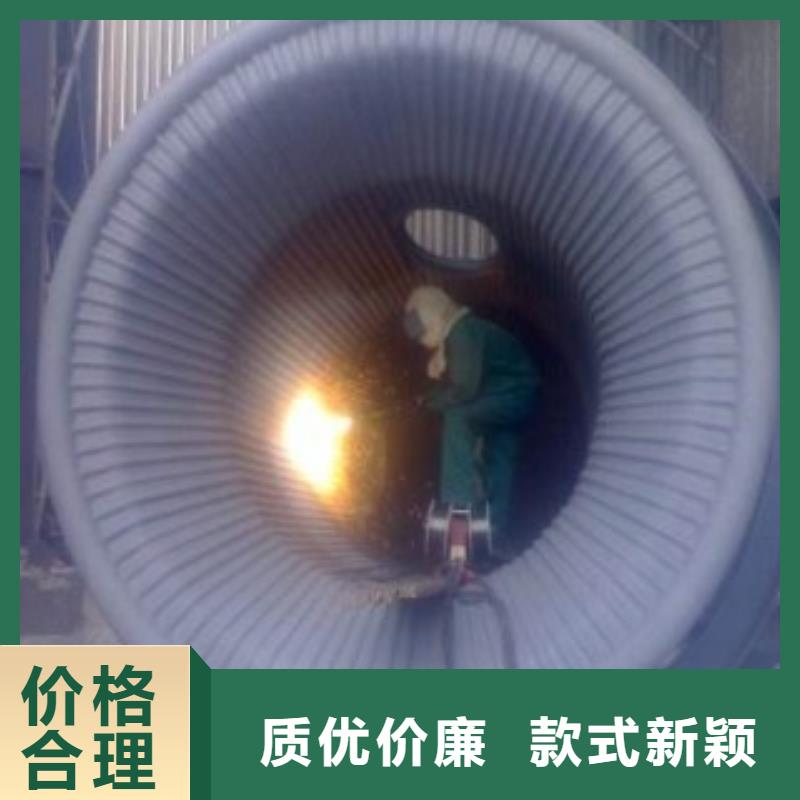
导流防磨技术热喷涂、超音速电弧喷涂、锅炉喷涂,水冷壁防磨喷涂,四管电弧喷涂,循环流化床超音速热喷涂,煤粉炉防腐、导流板安装、经纬防腐、格栅防磨、过热器。折焰角、锅炉防磨、锅炉防磨防腐、热喷涂、火焰喷涂
本页关键词:锅炉热喷涂热喷涂、超音速电弧喷涂、锅炉喷涂,水冷壁防磨喷涂,四管电弧喷涂,循环流化床超音速热喷涂,煤粉炉防腐、导流板安装、经纬防腐、格栅防磨、过热器。折焰角、锅炉防磨、锅炉防磨防腐、热喷涂、火焰喷涂、 循环流化床锅炉包含五大系统:燃烧系统、物料循环系统、燃煤制备系统、风烟系统以及除渣、除灰系统,循环流化床锅炉结构如下: 锅炉主要由以下三大部分组成:炉膛;固体循环回路(主要由旋风分离器、回料器及外置流化床组成);尾部竖井。 循环流化床锅炉的心脏部件是炉膛,燃料和脱硫用的石灰石从这里给入。一次风通过布风板进入炉膛,作为一次燃烧用风,同时向上的气流将固体粒子托起(被流化),并充满了整个炉膛容积。二次风分两级送入炉膛,由此实现分级燃烧。旋风分离器将离开炉膛的固体粒子捕获下来,通过水冷锥形阀对固体粒子流量进行分配,一部分通过回料器直接送入下炉膛以维持主循环回路固体粒子平衡;另一部分从旋风分离器分离下来的固体粒子通过布置在类似鼓泡床中的外置式换热器放热后被送入炉膛。分离后含少量飞灰的干净烟气进入尾部竖井,经空气预热器和飞灰收集系统, 由烟囱排入大气。 锅炉汽水系统:高压系统包括省煤器、锅筒、蒸发受热面和过热器。水循环系统采用自然循环。锅炉给水首先被引至布置在尾部烟道的省煤器进口集箱,逆流向上流经水平布置的省煤器管组后通过省煤器引出管进入锅筒。在启动阶段没有给水流入锅筒时,省煤器再循环管路可以将锅水从锅筒引至省煤器进口集箱,防止省煤器管子内的水静滞汽化。 循环流化床风烟系统:锅炉的燃烧需要相对较高的空气压头使颗粒在床内能得到流化,经过一二次风机出来的一二次风通过空预器后被送入炉膛。其它用风包括外置式换热器、回料器、冷渣器的流化风,其流化风均取自高压流化风机。空气预热器采用成熟的四分仓回转式空气预热器。 除渣、除灰系统:锅炉在正常运行过程中,大量的固体粒子在炉膛和分离器组成的主循环回路中不停的循环着。一部分极细的粒子随烟气一起到达尾部烟道,作为飞灰进入除尘器;而其余大部分粒子却被分离器捕获下来,通过回料器或外置式换热器回到炉膛。炉膛底部排渣经冷渣器冷却后排出。 此外,循环流化床锅炉还包含辅助燃料系统和燃煤制备系统。
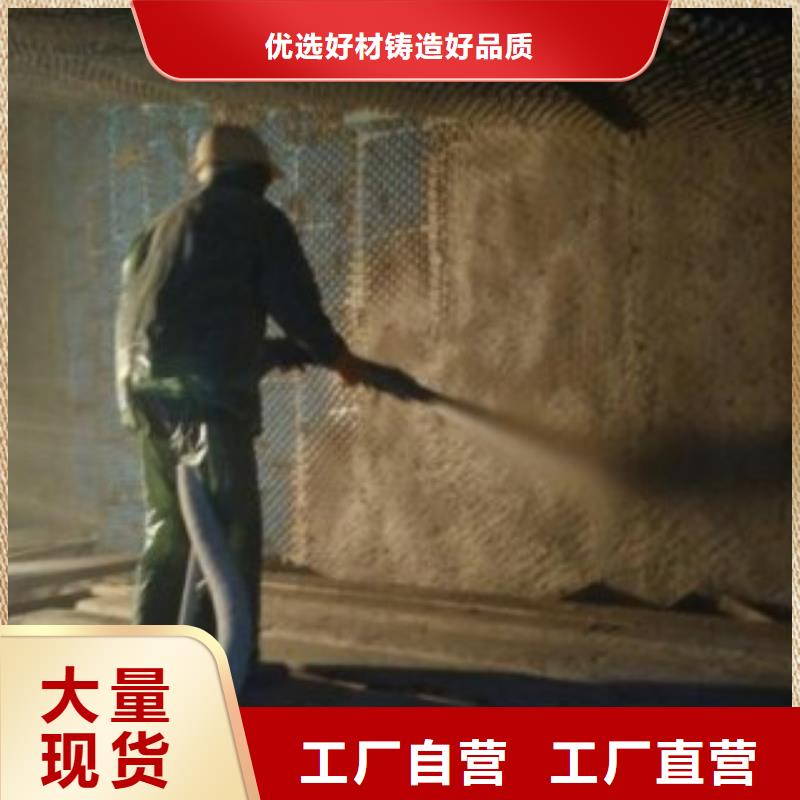
导流防磨技术的主要工作原理 水冷壁导流防磨新技术是将导流板分层安装在炉膛四壁,使携带物料冲刷水冷壁贴壁流得 带有效疏导,达到改变物料流流向降低物料流流速,隔离物料流与水冷壁的高速碰撞,极大降 低物料颗粒对水冷壁切削磨损的目的,从而从根本上解决水冷壁管磨损问题。 ★导流防磨新技术特点 ①导流板防磨新技术其本质是以疏导炉膛内颗粒物料,使其形成内循环,改变物料面壁流 向及膛内四角的物料颗粒涡流流向,使物料流倾向于中心,避免和水冷壁碰撞,从而根治面壁 流角涡流对水冷壁的接触磨损。 ②导流防磨技术所使用的导流板是耐高温、耐磨多元素合金铸造成型,温度能打1250℃, 抗拉强度≥560Mpa,该材料很好的配合了疏导型水冷壁防磨工艺,从材料上保证了该工艺的使 用寿命在6年以上。 ③导流板主要安装在炉膛四周的密相区,因其是金属材质,对热传导能起到一定的增强作 用,所以不会对锅炉内载负荷能力产生任何负面影响。 ④导流板能有效破坏物料流在不平滑管壁处形成的涡流,减少物料粒子与水冷壁的碰撞, 避免固体物料对水冷壁管的磨损,起到保护水冷壁的作用。 ⑤导流板分层安装在炉膛四周,能有效降低物料颗粒沿水冷壁管下落的速度,隔离物料流 与水冷壁管的接触,从而根本上解决了水冷壁管磨损问题。 ⑥安装简便,施工周期短。以240吨锅炉为例,施工周期仅需3天。 疏导型水冷壁防磨新工艺已被多家电厂采用,运行实践表明水冷壁加装导流板后磨损明显 减轻,连续运行2年水冷壁管磨损不超过0.1mm,尤其是浇注料过渡区不再采用其他任何防磨措 施,也不会因水冷壁磨损泄露产生停炉的烦恼,使循环流化床锅炉从频繁的非计划停炉检修转 入连续运行的良好状态,该技术对因锅炉烧干锅造成的水冷壁管变形的炉子,经合理安装 使用后同样达到防磨效果。
循环流化床锅炉水冷壁管磨损是制约循环流化床锅炉经济运行的一个瓶颈,我们通过实践,采用“疏导”型防磨工艺,加装高温耐磨梳形板导流片,降低物料颗粒沿水冷壁管下落的终端速度,隔离物料流与水冷壁管的接触,破坏物料流在不平滑管处形成的涡流,减少物料粒子与水冷壁管的碰撞,从而避免固体物料对水冷壁管的磨损,它是一种本质上不同于防护防磨(浇注料防磨,防磨护瓦防磨,喷涂防磨)技术的新理念,对水冷壁管防磨起到治标治本的作用。 疏导型水冷壁防磨工艺被多家电厂循环流化床锅炉采用近6年,运行实践证明:水冷壁管加装导流片后磨损量明显减轻,尤其是浇注料过渡区,不需要再采用其它任何防磨措施,不再有水冷壁管停炉烦恼性问题,即不影响炉内加热又不影响带负荷能力,使循环流化床锅炉从频繁的非计划停炉检修中转入连续运行3—6个月小修一次的良性循环。
锅炉热喷涂厂家-库存充足,宏合集团专业从事锅炉热喷涂厂家-库存充足,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,发货地:开发区,以下是锅炉热喷涂厂家-库存充足的详细页面。










