

以下是:LS螺旋输送机按需定做的产品参数
品牌 衡泰重工 产地 泊头 类型 输送机 LS螺旋输送机按需定做,衡泰重工机械制造有限公司为您提供LS螺旋输送机按需定做,联系人:于经理,电话:15127722840、13784717840,QQ:3100195594,请联系衡泰重工机械制造有限公司,发货地:西环路发货到四川省 绵阳市 涪城区、游仙区、三台县、盐亭县、安县、梓潼县、平武县、江油市。 四川省,绵阳市 绵阳已有2200多年建城史,历来为州郡治所,后因城址位于绵山之南而得名“绵阳”。境内边堆山遗址出土有4500年前新石器时代的石器和陶器;是诗仙李白以及“唐宋八大家”之一欧阳修的出生地,黄帝元妃丝绸之母嫘祖的故乡,夏王朝的大禹的诞生地。素有“富乐之乡、西部硅谷”美誉,是党中央、国务院批准建设的中国的科技城,重要的国防军工和科研生产基地,四川第二大经济体和成渝城市群区域中心城市,拥有中国工程物理研究院、中国空气动力研究与发展中心、中国航发四川燃气涡轮研究院等科研院所18家。
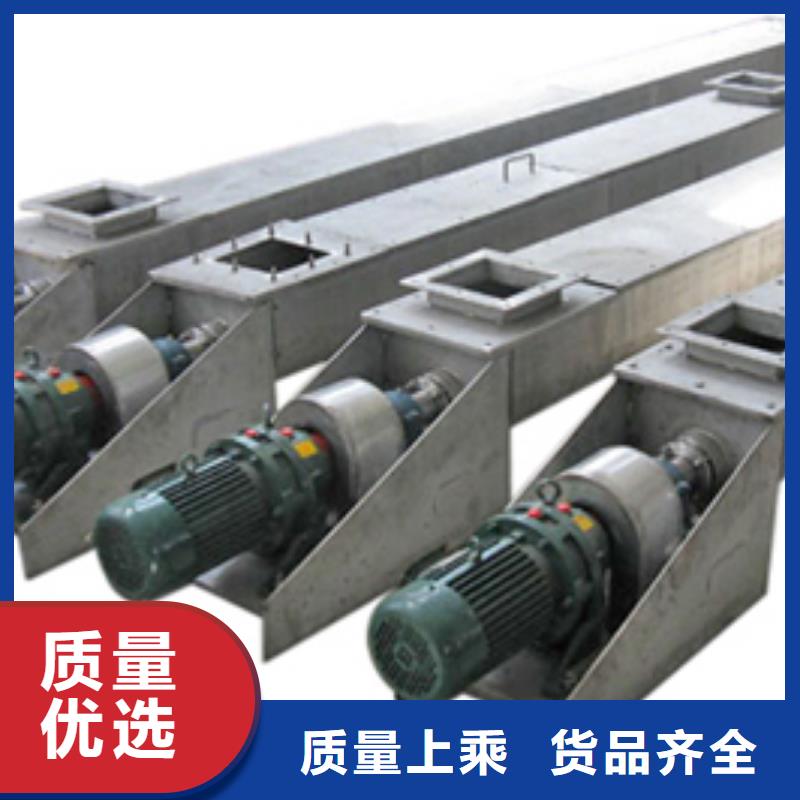
我们的LS螺旋输送机按需定做视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。以下是:LS螺旋输送机按需定做的图文介绍四川绵阳衡泰重工机械制造有限公司主营: 输送机械设计、销售、施工团队一体化服务。公司的诚信、实力获得 输送机械业界用户的认可。期待各界朋友莅临参观、指导和业务洽谈我们将以新的机制、新的起点, 输送机械的研究和开发,努力提高公司的素质,增强市场竞争能力。公司一贯在平等互利的基础上同客户建立长期友好的贸易关系, 诚挚期待您的来电、增进友谊,洽谈业务。
在当前采煤工作面内,刮板输送机的作用不仅是运送煤和物料,而且还是采煤机的运行轨道,因此它成为现代化采煤工艺中不可缺少的主要设备。刮板输送机能保持连续运转,生产就能正常进行。否则,整个采煤工作面就会呈现停产状态,使整个生产中断。
各种类型的刮板输送机的主要结构和组成的部件基本是相同的,它由机头、中间部和机尾部等三个部分组成。
此外,还有供推移输送机用的液压千斤顶装置和紧链时用的紧链器等附属部件。机头部由机头架、电动机、液力偶合器、减速器及链轮等件组成。中部由过渡槽、中部槽、链条和刮板等件组成。机尾部是供刮板链返回的装置。重型刮板输送机的机尾与机头一样,也设有动力传动装置,从安设的位置来区分叫上机头与下机头。
链板输送机输送线的特点与行业应用
链板材质:碳钢、不锈钢、热塑链,根据您的产品的需要可选取不同宽度、不同形状的链板来完成平面输送、平面转弯、、下降等要求。
链板线的特点
链板输送机的输送面平坦光滑,摩擦力小,物料在输送线之间的过渡平稳,可输送各类玻璃瓶、PET瓶、易拉罐等物料,也可输送各类箱包。
链板有不锈钢和工程塑料等材质,规格品种繁多,可根据输送物料和工艺要求选用,能满足各行各业不同的需求。
链板输送机一般都可以直接用水冲洗或直接侵泡在水中。设备清洁方便,能满足食品、饮料行业对卫生的要求。
设备布局灵活。可以在一条输送线上完成水平、倾斜和转弯输送。
设备结构简单,运行平稳,维护方便。
引弧时需注意如下事项:
引弧处应无油污、水锈,以免产生气孔和夹渣。
焊条在与焊件接触后速度要适当,太快难以引弧,太慢焊条和焊件粘在一起造成短路。
运条
运条是焊接过程中重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。
焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢,则焊道会过高、过宽、外形不整齐,焊接薄板时会发生烧穿现象;若焊条的移动速度太快,则焊条与焊件会熔化不均匀,焊道较窄,甚至发生未焊透现象。焊条移动时应与前进方向成70—80度的夹角,以使熔化金属和熔渣推向后方,否则熔渣流向电弧的前方,会造成夹渣等缺陷。
3.相邻机壳法兰面应接连平整,密和,机壳内表面接头处错位偏差不超过2毫米。4.机壳法兰间允许垫石棉带机壳和螺旋体长度的积累误差。5.螺旋输送机体外径与机壳间的间隙应符合下表规定,间隙不得少于名义间隙的50%如需要大间隙,按用户要求制作。 6.螺旋输送机各中间悬吊应轴承应可靠地固定在机壳吊耳上,与相邻螺旋联接后螺动均匀,不得有被卡住现象。安装时可在吊轴承底座与机壳吊耳间加垫片以保证各吊轴同轴,安装后螺旋体轴线的同轴度应符合下表规定。螺旋机长度L(m)8~1515~3030~5050~70同轴φ4φ6φ8φ107.螺旋输送机主轴与减速电机轴的同轴度应符合GB1184-80。 8.螺旋机的各底座在机壳装妥善后,均应使之着实后再拧紧地脚螺栓。9.所有联接螺钉均应拧紧至可靠的程度。10.进出料口现场安装应使进出料口的法兰支承面与螺旋机的本体的轴线平行,与相联接的法兰应紧密贴合,不得有间隙。 11.螺旋输送机装妥以后,应检查各存油处是否有足够润滑油,如果不够则加足之,其后始能进行无负荷试车,在进行连续4小时以上的无负荷试车以后,应检查螺旋机装配的正确性,如果发现不符合下列条件的,应立即停机,矫正后再行运转,直至处于良好的运行状态为止。
LS螺旋输送机按需定做,衡泰重工机械制造有限公司为您提供LS螺旋输送机按需定做产品案例,联系人:于经理,电话:15127722840、13784717840,QQ:3100195594,发货地:西环路。


















