


以下是:桥梁防撞护栏质优价廉的产品参数
产地 山东 品牌 德正 材质 不锈钢 桥梁防撞护栏质优价廉,德正护栏有限公司为您提供桥梁防撞护栏质优价廉产品案例,联系人:肖经理,电话:0635-8266276、18063528886,QQ:1443844105,发货地:开发区工业园188号发货到山西省 晋城市 沁水县、阳城县、陵川县、泽州县、高平县。 山西省,晋城市 晋城市历史悠久,上世纪出土高都、塔水河、下川等史前遗址。东晋置郡,北魏置州,清置府,是一座千年古城。诞生了刘羲叟、李俊民、张慎言、王国光、陈廷敬等历史名人。全市文物古迹众多,代表景点有冶底岱庙、青莲寺、开化寺、程颢书院、柳氏民居、湘峪古堡、天官王府、皇城相府、长平之战遗址、羊头山石窟、析城山、王莽岭等。晋城市古为煤铁之乡,有“九头十八匠”之称。是战国“阳阿古剑”产地,所产泽州铁器、兰花炭质地优良 。蟒河、历山等保护区,生长有猕猴、大鲵等稀有动物,素有山西"生物资源宝库"之称。
【全新视界!】桥梁防撞护栏质优价廉产品视频,带你领略产品新风尚!
以下是:桥梁防撞护栏质优价廉的图文介绍
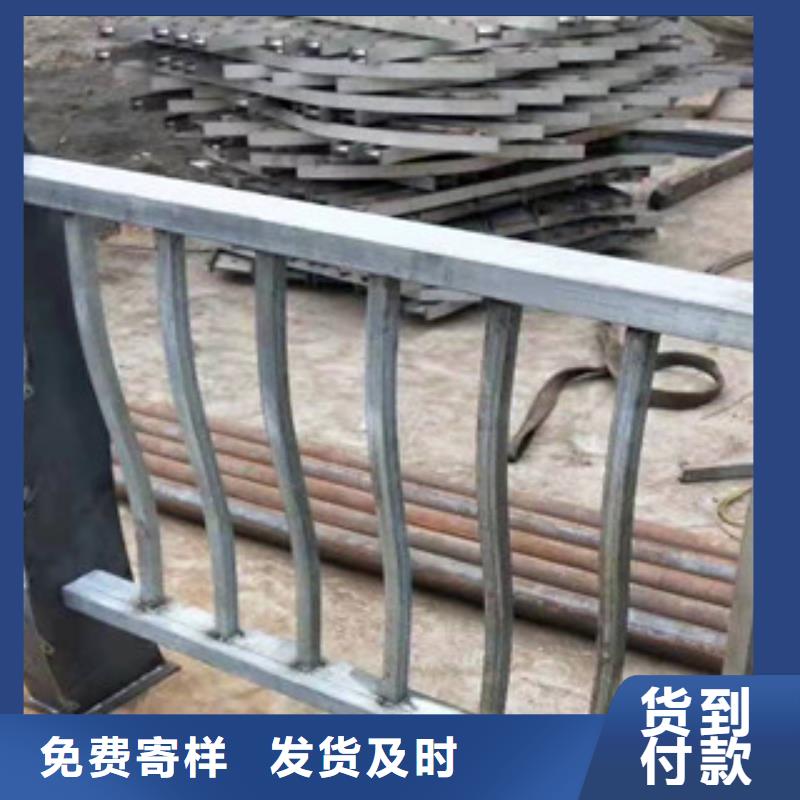
整体护栏无论网丝,还是网孔及整体框架的设计,都非常符合桥梁使用,也可适用于公路,铁路,厂
区,或种植园等。
(1)预制场地应平整、坚实、清洁,并采取排水措施,防止场地沉降。每个预制构件应一次浇筑完成,不得间断。预制构件浇筑时宜采用刚护栏网。
(2)采用平卧重叠法浇筑混凝土时,下层构件顶面应设临时隔离层,上层构件须待下层混凝土强度达到5.0MPa后,方可浇筑。
(3)在空心板的筒模周围浇筑混凝土时,应采取措施使筒模不致移位,并特别注意防止筒模上浮。不锈钢桥梁护栏混凝土应分两层浇筑,底层浇至筒模的圆心处,并振捣使之沉积,然后在下层混凝土仍有
足够塑性时尽快浇筑上层混凝土,用振捣器使上下层混凝土结合。
(4)腹板底部为扩大断面的T形梁和I形梁,应先浇筑其扩大部分并振实,再浇筑其上部腹板及翼缘板。
(5)预制构件的底护栏网应按图纸要求设置预拱度。预应力混凝土梁、板应根据图纸提供的理论拱度值,结合施工实际情况,正确预计梁体拱度的变化值,采取相应措施。若后张法全预应力混凝土预计的
拱度值较大时,应考虑在预制台座上设置反拱。当梁体的实际拱度已较大,将对桥面混凝土的施工造
成影响时,应书面报告监理工程师,会同设计单位协商解决。
山西晋城德正护栏有限公司从事 防撞护栏生产加工已有十余年。 生产基地占地20000多平米,其中厂房面积15000平米。以卓越的品质、精湛的制作工艺及流行的设计风格,赢得了消费者的认可和信赖。
不锈钢复合管桥梁护栏在什么条件下用氩弧焊?由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于不锈钢复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们聚宜兴工作人员采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。复层的焊接打 底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求高的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为φ2.5mm,选焊接电流为70-90A,焊接电流为直流正接。过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过 大的电流易将根部烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要 尽量减少咬边缺陷,如果产生,用砂轮磨掉进行修补。焊接过程要逐层检验,清理干净焊渣及飞辘,发现缺陷立即清理或返修。焊接完成后清理表面焊渣和飞溅。对于内衬不锈钢复合管焊接时,先对破口进行封底焊接,便复层与基层不会脱离,封底焊接可接增加接头不锈钢层的厚度,使接头对错边,气孔等缺陷不敏感,增强耐 蚀能力.采用.弧焊封焊、打底和热焊、孚电弧焊填充和盖面的焊接方法,在适当的工艺参数,并采取适当的工艺措施,可保证接头的性能。用于生产桥梁护栏网的304不锈钢复合管,全部由本厂自主研发生产成本更低!!细直径9MM,粗直径102MM,薄1.2MM,厚6MM,各种规格可按需定制,可替代304不锈钢管,节约成本的同时质量要求和不锈钢管一样达标!
不锈钢复合管于2002年标准GB/T18704-2002正式颁布,从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。不锈钢复合管的用处有很多,一般常见的就是小区栏杆,道路护栏,桥梁护栏,景观护栏等,外表美观,结实耐用,强度高。还有就是晾衣架用的。一般机械上用的都是外复不锈钢管,内衬无缝碳素钢管。产品规格φ9.5mm—φ630mm,壁厚0.3mm—25mm,表面光亮度可达320#—600#。不锈钢复合管代表着管材领域“环保、节能”的发展方向。不锈钢碳素钢复合管生产使用比例是多少?不锈钢皮使用的薄,碳素钢使用的厚
在山西省晋城市采买桥梁防撞护栏质优价廉到德正护栏有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:肖经理-18063528886,QQ:1443844105,地址:《开发区工业园188号》。














