
以下是:防磨板安装 性能的产品参数
产品参数 产品价格 商议 发货期限 商议 供货总量 不限 运费说明 商议 产地 北京 材质 SAM、DM 、45CT 、SOR、JP-99 、PS45 品牌 `赛亿科技、佳倍德、廊桥 防磨板安装 性能,神腾防腐工程有限公司专业从事防磨板安装 性能,联系人:吕经理,电话:13863572092、13963542828,QQ:405193138,发货地:开发区发货到福建省 龙岩市 新罗区、长汀县、永定区、上杭县、武平县、连城县、漳平市,以下是防磨板安装 性能的详细页面。 福建省,龙岩市 龙岩是福建省重要的三条大江――闽江、九龙江、汀江的发源地。曾经是远古时代“古闽人”的天堂,是“闽越人”的祖籍地和“南海国”的国都所在地及其中心区域,是享誉海内外的客家祖地,是河洛人的祖居地之一。龙岩有75%以上人口是客家人。龙岩是客家文化生态保护实验区,长汀被称为“客家首府”,汀江被誉为“客家母亲河”,永定客家土楼被列入世界文化遗产名录。客家文化和闽南文化在这里交融,孕育了龙岩人热情好客、勤劳开拓的独特品质。
简约而不简单,我们的防磨板安装 性能产品视频将用直观的方式展示产品的核心价值。
以下是:防磨板安装 性能的图文介绍
福建龙岩神腾防腐工程有限公司投入大量资源拓展研发团队,实现 锅炉喷涂从研发到生产,以及 锅炉喷涂的服务。我们提供各种创新,高质量,具有成本效益的可持续 锅炉喷涂产品以及服务,以满足不同地区不同场景的特定需求。
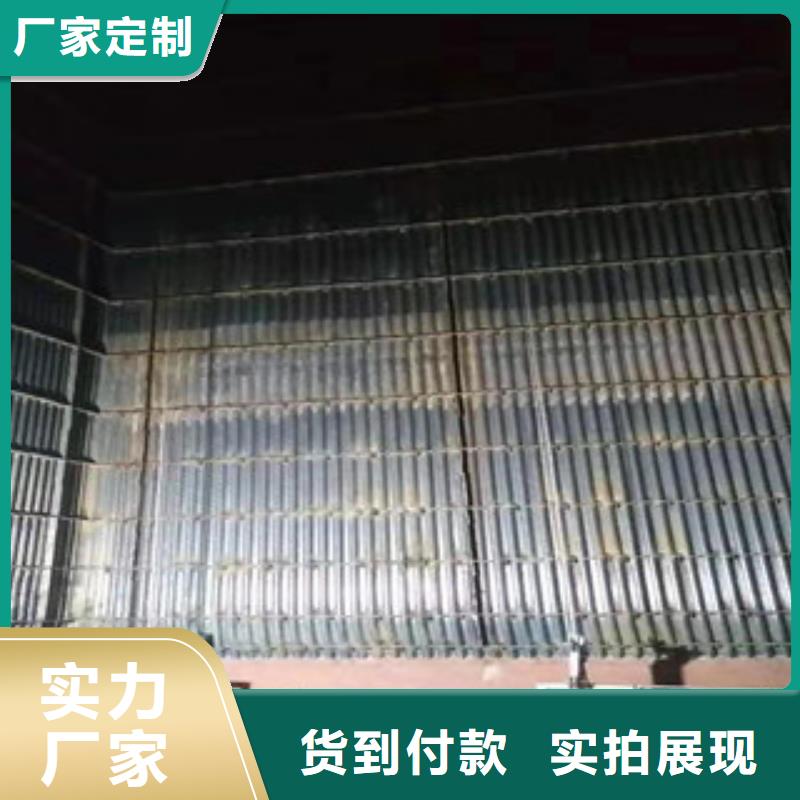
CBF锅炉防磨技术
山东神腾锅炉防磨技术有限公司 导流防磨技术的主要工作原理: 水冷壁导流防磨新技术是将导流板分层安装在炉膛四壁,使携带物料冲刷水冷壁贴壁流得带有效疏导,达到改变物料流流向降低物料流流速,隔离物料流与水冷壁的高速碰撞,极大降低物料颗粒对水冷壁切削磨损的目的,从而从根本上解决水冷壁管磨损问题。 导流防磨新技术特点: ①导流板防磨新技术其本质是以疏导炉膛内颗粒物料,使其形成内循环,改变物料面壁流向及膛内四角的物料颗粒涡流流向,使物料流倾向于中心,避免和水冷壁碰撞,从而根治面壁流角涡流对水冷壁的接触磨损。 ②导流防磨技术所使用的导流板是耐高温、耐磨多元素合金铸造成型,高温度能达1250℃,抗拉强度≥560Mpa,该材料很好的配合了疏导型水冷壁防磨工艺,从材料上保证了该工艺的使用寿命在6年以上。 ③导流板主要安装在炉膛四周的密相区,因其是金属材质,对热传导能起到一定的增强作用,所以不会对锅炉内载负荷能力产生任何负面影响。 ④导流板能有效破坏物料流在不平滑管壁处形成的涡流,减少物料粒子与水冷壁的碰撞,避免固体物料对水冷壁管的磨损,起到保护水冷壁的作用。 ⑤导流板分层安装在炉膛四周,能有效降低物料颗粒沿水冷壁管下落的速度,隔离物料流与水冷壁管的接触,从而根本上解决了水冷壁管磨损问题。 ⑥安装简便,施工周期短。以240吨锅炉为例,施工周期仅需3天。疏导型水冷壁防磨新工艺已被多家电厂采用,运行实践表明水冷壁加装导流板后磨损明显减轻,连续运行2年水冷壁管磨损不超过0.1mm,尤其是浇注料过渡区不再采用其他任何防磨措施,也不会因水冷壁磨损泄露产生停炉的烦恼,使循环流化床锅炉从频繁的非计划停炉检修转入连续运行的良好状态,该技术对因锅炉烧干锅造成的水冷壁管变形的炉子,经合理安装使用后同样达到防磨效果。 山东神腾锅炉防磨技术有限公司
山东神腾资质公司.
我国目前已是世界上在电厂使用循环流化床锅炉(CFB)多的,已经运行的大小循环流化床电站锅炉有2 000多台。CFB锅炉目前仍存在垂直水泠壁受热面磨损严重、防磨措施不力的问题,许多锅炉运行时间不长即出现水冷壁管磨损爆管泄漏. 由于垂直水冷壁磨损造成的事故接近锅炉事故停炉总数的50%。垂直水冷壁受热面管子磨损爆管已是CFB锅炉被迫停炉的主要原因之一 水冷壁的磨损是循环流化床锅炉磨损严重的部位。大量早期投运的CFB锅炉的实际运行证明,恰是在锅炉制造厂设计的水冷壁耐磨材料终结处以上一定高度(1 m~2 m)区域和炉内各角部区域发生受热面管 子磨损爆管的几率大(特别是没有对水冷壁采用让管技术的锅炉)。所以,对炉内磨损严重的受热面有必要强化防磨处理.更有必要采用有效的超音速电弧喷涂防磨技术。 超音速电弧喷涂防磨技术:超音速电弧防磨喷涂,是目前国际上较先进的喷涂施工方法。我公司已成功研制出耐磨性能更好的超硬耐磨电弧喷涂材料.这些丝材就是针对在高温环境中经受严重颗粒冲蚀和磨粒磨损兼有的工作表面.并采用超音速电弧喷涂工艺进行有效强化而设计制造的喷涂材料。均匀喷涂8~10遍,使涂层厚度达到(0.8~1)mm以上(每平方米需消耗约6 kg~8 kg丝材才能达此厚度),涂层不得出现凸台,边沿需平滑过度。在材料设计上,吸取了国外先进技术,并首次将团聚法纳入制粉工艺。保证了涂层的均质性,克服了粉芯分布不均的老问题。 实践证明,该涂层可在循环流化床锅炉内经受2~3年的运行磨损。
锅炉热喷涂的工艺及注意事项
1、喷涂性能要求不高、使用环境无特殊要求,且喷涂材料熔点低于2500℃,可选择设备简单、成本较低的氧-乙炔火焰喷喷涂工艺。如一般工件尺寸修复和常规表面防护等; 2、喷涂性能要求较高。工况条件较恶劣的贵重或关键部件,可选用等离子喷涂工艺。相对于氧乙炔火焰喷涂来讲,等离子喷涂的焰流温度高,溶化充分,具有非氧化性,涂层结合强度高,空隙率低; 3、涂层要求具有高结合强度、极低空隙率时,对金属或金属陶瓷涂层,可选用高速火焰喷涂工艺;对氧化物陶瓷涂层,可选用高速等离子喷涂工艺。 行业专家认为山东锅炉热喷涂工艺需要注意一下几点: 1、根据工件的材料、技术要求及工作条件等选用基层及工作层用材料。选料时参阅其他有关资料。一般情形,薄涂层选用细粉,厚涂层选用粗粉。 2、零件喷涂的主要目的大都是补偿磨损尺寸。一般,喷涂后必须机械加工达到尺寸和形位精度要求,因此确定涂层厚度时应考虑加工余量,并考虑喷涂后工件热态与冷态的尺寸差异。补偿层厚度以0.4~1mm为宜,局部厚度应3mm。加工余量一般可取0.40.8mm。对于工件磨损量小,只喷涂自粘结复合材料,其厚度应0.3mm。 3、以涂层材料性能、厚度及粒度确定喷涂参数,包括乙炔和氧气的压力、喷距、喷枪与工件的相对运动速度等。这些参数除参考有关资料外,应注意积累经验数据
在福建省龙岩市采购防磨板安装 性能请认准神腾防腐工程有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:吕经理-13963542828,QQ:405193138,地址:开发区)。








