


以下是:不锈钢管工艺精湛的产品参数在江苏省南京市采购不锈钢管工艺精湛请认准无锡圣天佑不锈钢有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:贾保剑-13606184555,QQ:382958454,地址:无锡东方不锈钢市场118号发货到江苏省 南京市 玄武区、白下区、秦淮区、建邺区、鼓楼区、下关区、浦口区、栖霞区、雨花台区、江宁区、六合区、溧水区、高淳区)。 江苏省,南京市 南京市是首批历史文化名城,中华文明的重要发祥地,长期是中国南方的政治、经济、文化中心。南京在35~60万年前已有南京猿人在汤山生活,有7000多年文明史和近500年的建都史,西街遗址的发掘将南京建城史追溯到3100年前的西周时期。
想要一睹不锈钢管工艺精湛产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
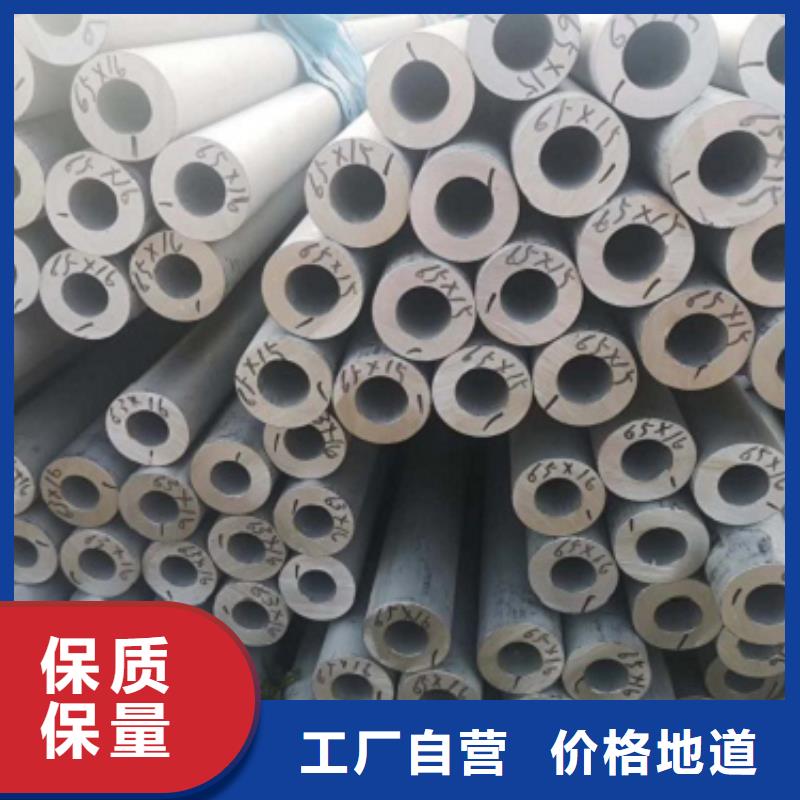
以下是:不锈钢管工艺精湛的图文介绍
无锡圣天佑不锈钢有限公司位于太湖明珠-江苏无锡,销售304不锈钢管,304不锈钢厚壁管,不锈钢无缝管,耐腐蚀不锈钢管,双相不锈钢管的诚信经销商。
常年备有大量的不锈钢管现货库存,规格全, 主要供应产品材质:304、304L、316、316L、321及2520、309S、904L、317L、347H、2205等。
我公司不锈钢管直径规格型号:不锈钢无缝管规格尺寸外径*管壁厚度:Φ6--630mm×1--50mm | 不锈钢焊管规格尺寸外径*管壁厚度:Φ12--2000mm×2--40mm,也可以根据客户需要进行定做不同直径产品
不锈钢在硝酸中具有良好的耐蚀性,因此广泛应用于制造硝酸生产与硝酸相接触的设备和装置。在高压法制造硝酸工艺流程中,304L、321、347不锈钢被广泛采用。吸收塔全部使用304L不锈钢管,氨和空气混合器使用304L不锈钢,废气燃烧器使用0Cr18Ni11Nb、0Cr25Ni20Nb。气体压缩机的高速运转部件可使用1Cr17Ni2马氏体不锈钢。在共沸浓度68.4%以上的硝酸中,常规的304不锈钢不具备满意的耐蚀性。浓度≤85%时,使用310S不锈钢,大于此温度的硝酸中含有碳的浓硝酸中,则使用不同硅含量的高硅奥氏体不锈钢,如1Cr17Ni11Si4AlTi、00Cr14Ni14Si4Ti、00Cr17Ni14Si4TiNb和含硅量为5%的奥氏体不锈钢。
江苏南京无锡圣天佑不锈钢有限公司常年销售 不锈钢板。在 不锈钢板行业中有较高的信誉。
服务三保: 保证质量、保证时间、保证数量
服务宗旨: 雄厚的实力、优质的产品、
经营原则: 顾客至上、质量优良、品种齐全、价格合理。
江苏南京无锡圣天佑不锈钢有限公司秉承诚信服务、恪守信誉的宗旨,欢迎您的来电、咨询,我们将竭诚为您服务。
无锡圣天佑不锈钢有限公司位于太湖明珠-江苏无锡,销售304不锈钢管,304不锈钢厚壁管,不锈钢无缝管,耐腐蚀不锈钢管,双相不锈钢管的诚信经销商。
常年备有大量的不锈钢管现货库存,规格全, 主要供应产品材质:304、304L、316、316L、321及2520、309S、904L、317L、347H、2205等。
我公司不锈钢管直径规格型号:不锈钢无缝管规格尺寸外径*管壁厚度:Φ6--630mm×1--50mm | 不锈钢焊管规格尺寸外径*管壁厚度:Φ12--2000mm×2--40mm,也可以根据客户需要进行定做不同直径产品
不锈钢在酸洗过程中有一定量的氧原子吸附在基体内,易造成氢脆现象。对商强度不锈钢要进行除氢处理。除氢方法如下。碱性溶液阳极电解法。在氢氧化钠50~6Og/L,碳酸钠10~20g/L,磷酸三钠50~60g/L,硅酸钠10~20g/L,温度80℃的溶液中,在阳极上,电流密度10A/dm,时间lOmin,可冇效去,除吸附在表面上的氢。加热法。即将不锈钢零件放在烘箱内在200℃温度时烘1~2小时后去除氢。
不锈钢酸洗配方有很多种,有的配方适用于不锈钢经各种机械加工处理或经过--定时间使用后表面形成的一层薄而致密的氧化物膜。膜的主要成分含有氧化铬、氧化镍和氧化铁铬。膜的存在影响外观和后序加工。配方的特点是不含有氟化物,污染环境少,危害操作人员的少,属常温清洗技术,能使表面达到高度清洁和平整,延长使用寿命的作用。配方采用盐酸和硫酸两种酸合用,比使用单一的盐酸或硫酸效果好。单一酸对不锈钢表面氧化皮难以完全除去,不能达到光亮的目的。加入六次甲基四胺 (即乌洛托平)作酸洗缓冲剂,以抑制对不锈钢的过腐蚀。加入双氧水是为了氧化不锈钢表面氧化膜,以利于溶解于酸中而加以除去。乙醇作为稳定剂抑制双氧水的分解。在酸洗过程中部分乙醇氧化为乙酸,乙酸增强了稳定剂的作用和酸洗能力。操作过程中严格控制温度,温度过高会造成盐酸挥发、双氧水分解和不锈钢过腐蚀。配方的溶液配制方法是先加入水,再加盐酸,然后在搅拌下加入硫酸,如发热升温,应待冷却后再加硫酸,冷却后加人乙醇、六次甲基四胺, 在使用前加双氧水。
配方溶液适用于有较厚表面氧化层,如热压、焊接件的光亮浸蚀。具有、可靠、简便的特点.被浸蚀表面经处理后色泽均匀洁白,无过腐蚀现象。光沽度比浸蚀前可提高2级。溶液的工作寿命长,配方的工艺是理想的粗糙件光亮浸蚀工艺。溶液也可以作为工件在抛光前的预抛溶液。
配方溶液适用于不锈钢机加工件的光亮浸蚀处理,属抛光型溶液。溶液中的三乙醇胺,聚乙二醇和苯并咪唑与磷酸起缓蚀和光亮作用。硝酸作为浸蚀剂,溶液的浸蚀强度与温度高低有关。如果温度和浸蚀剂浓度较高时,则处理的时间可酌情缩短。如果光亮度不足,可提高表面活性剂含量,或添加甘油3~10g/L。
配方溶液适用于铸造不锈钢的氧化皮酸洗铸造不锈钢表面致密的氧化皮含有氧化硅、氧化铬、氧化镍和氧化铁,极难溶于酸,氧氟酸溶解氧化硅,硝酸和盐酸溶解铁、镍、铬的氧化物, 酸洗效果较彻底,不产生灰渣。氧化皮较厚的可延长酸洗吋间。由于硝酸和 有刺激性气味和腐蚀性,酸洗时必须穿戴好防护用具,并要有抽风装置,
配方溶液适用于经过热处理的不锈钢如lCrl8Ni9Ti、Crl7Ni2等,不锈钢表面附有一层致密难溶的氧化皮,须按下列工艺流程进行。化学除油→热水洗→疏松氧化皮(氢氧化钠600~660g/L,亚硝酸钠200~220g/L,温度130~140℃,时间不少于4小时)→热水洗→冷水洗→预浸蚀[浓盐酸,六次甲基四胺1% (wt),室温时间20~30分钟]→冷水洗→酸洗→冷水洗→除挂灰(氢氧化钠500~600g/L髙锰酸钾30~40g/L,温度90~lOO℃,时间10~30分钟)→冷水洗→光泽处理(用预浸液,时间2~3分钟,至褐色膜除尽)→冷水洗。
配方溶液适用于除去不锈钢弹性元件(不锈钢牌号有3J1、 3J2、3J3、3J21、3J24, 3J53等)经过热处理后形成的致密的氧化膜。 氧化膜呈棕黑色或彩色,既影响外观、弹性,又不能焊接。为了防止强酸的腐蚀造成过腐蚀、变薄或烂毛,采用碱性混合液处理,工件表面达到清洁,弹性不变。其工艺流程为:碱性除油→水洗→盐酸浸蚀 (50%盐酸,0.5分钟)→冷水洗→去氧化膜(时间至表面显示出不锈钢本色)→水洗→钝化(按需要进行,以便于保存,防止氧化变色,配方:铬酐250~350g/L,硫酸20~40mL/L,室温,时间1~2分钟→水洗→烘干(50~70℃, 15~20分钟)
选购不锈钢管工艺精湛来江苏省南京市找无锡圣天佑不锈钢有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:贾保剑-13606184555,{QQ:382958454},地址:[无锡东方不锈钢市场118号]。








