以下是:20#油缸管工艺的产品参数
产品参数 产品价格 5 发货期限 电仪 供货总量 不限 运费说明 3天 材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 20#油缸管工艺,九冶管业有限公司为您提供20#油缸管工艺,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,请联系九冶管业有限公司,发货地:丁块工业园发货到山东省 东营市 河口区、垦利区、利津县、广饶县。 山东省,东营市 1983年10月15日,东营市正式挂牌。东营市是中国黄河三角洲中心城市、中国重要的石油基地。东营是古代伟大的军事家孙武故里、山东地方代表戏曲吕剧的发源地和中国第二大石油工业基地胜利油田崛起地。是衔接环渤海地区与黄河流域的重要战略节点, 是山东半岛城市群重要沿海港口城市和省会经济圈一体化发展城市,是黄河流域重要出海通道,是京津冀协同发展城市。东营是全国文明城市、国际湿地城市、生态园林城市、卫生城市、公共文化服务体系示范区、全国双拥模范城市、全国无障碍环境示范市、平安中国建设示范市、 跨境电商综合试验区。境内有黄河口生态旅游区等景点。
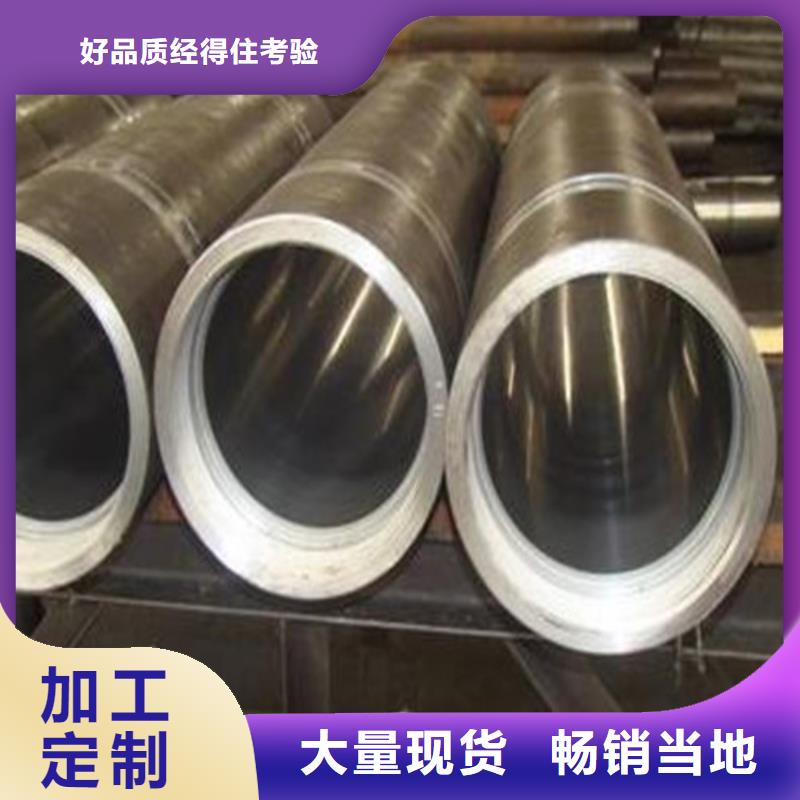
别再错过任何细节!花费一分钟观看20#油缸管工艺产品视频,让您的购买决策更加明智。以下是:20#油缸管工艺的图文介绍
45#绗磨管滚压工艺光洁度是效的 油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是的,能大大提高缸筒的表面质量。45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要大口径绗磨管镗内径可以保证精度因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
山东东营九冶管业有限公司创建于2008年10月,厂家位于经济繁华的丁块工业园,地理位置优越,交通十分便捷。厂家经过几年来的艰苦创业与诚信经营,现拥有一套完善的生产【绗磨管】管理体系与健全的销售网络。
绗磨管大家都知道无缝钢管在生产的过程中会有油污和焊接所产生的氧化皮以及一些其他的污垢。外壁比较好清理:如果是油污,可以使用有机溶剂或碱液洗,如果是生锈了,那用专用的除锈剂。绗磨管可是内壁怎样清理才够彻底呐?今天我们给大家介绍一下。如果是清洁度要求高就用超声波来清洗,超声波清洗原理:超声波在液体中传播时的声压剧变使液体发生强烈的空气现象,汽缸管每秒产生数百万计的微小空化气泡,这些气泡在声压作用下急速地大量产生,并不继地猛烈爆破,产生强大的冲击力和负压吸力,足以使顽固的污垢迅速剥离。油缸管如果钢管比较长,自己又有水槽的话,可以买超声波振板投入到水中进行超声波清洗,如果不是太长可以用超声波振棒,插入到管道里清洗,然后用流水冲洗掉用超声波剥离的污物。
珩磨管的加工工艺,其特征在于,珩磨管的加工工艺步骤为: a)选料:选用符合标准的合适尺寸的金属材质棒材作为加工珩磨管的原料棒材; b)开坯、自由锻及热处理工艺:对原料棒材采用开坯、自由锻及热处理工艺进行加工; c)矫直:对处理后的原料棒材进行锻锤矫直; d)打深孔:在原料棒材上打出合适尺寸的通孔后制成管材; e)珩磨:采用珩磨油石对管材的通孔进行珩磨加工,使得管材的通孔满足珩磨管所要求的尺寸及加工精度要求; f)车外圆刨光:采用车床对管材的外壁及端面进行车加工及刨光,使得管材的外径达到珩磨管要求的尺寸及加工精度要求,完成珩磨管的制作。
在山东省东营市采购20#油缸管工艺请认准九冶管业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-17706353138,QQ:1958857549,地址:丁块工业园)。