
以下是:焊管-焊管货源足的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 品牌 昊振 产地 山东 规格 齐全 焊管-焊管货源足,昊振金属材料有限公司专业从事焊管-焊管货源足,联系人:刘经理,电话:0635-8883779、13563501516,QQ:499018093,发货地:大东钢材市场发货到重庆市 万州区、涪陵区、渝中区、大渡口区、江北区、沙坪坝区、九龙坡区、南岸区、北碚区、綦江区、大足区、渝北区、巴南区、黔江区、长寿区、江津区、合川区、永川区、南川区、潼南区、铜梁区、荣昌区、璧山区、梁平区、城口县、丰都县、垫江县、武隆县、忠县、开县、云阳县、奉节县、巫山县、巫溪县,以下是焊管-焊管货源足的详细页面。 重庆市 重庆市地处中国西南部,是长江上游地区经济、金融、科创、航运和商贸物流中心,全国兼具五种类型的物流枢纽、西部大开发重要战略支点、“一带一路”和长江经济带重要联结点及内陆开放高地;有世界文化遗产大足石刻、世界自然遗产武隆喀斯特和南川金佛山等景观。
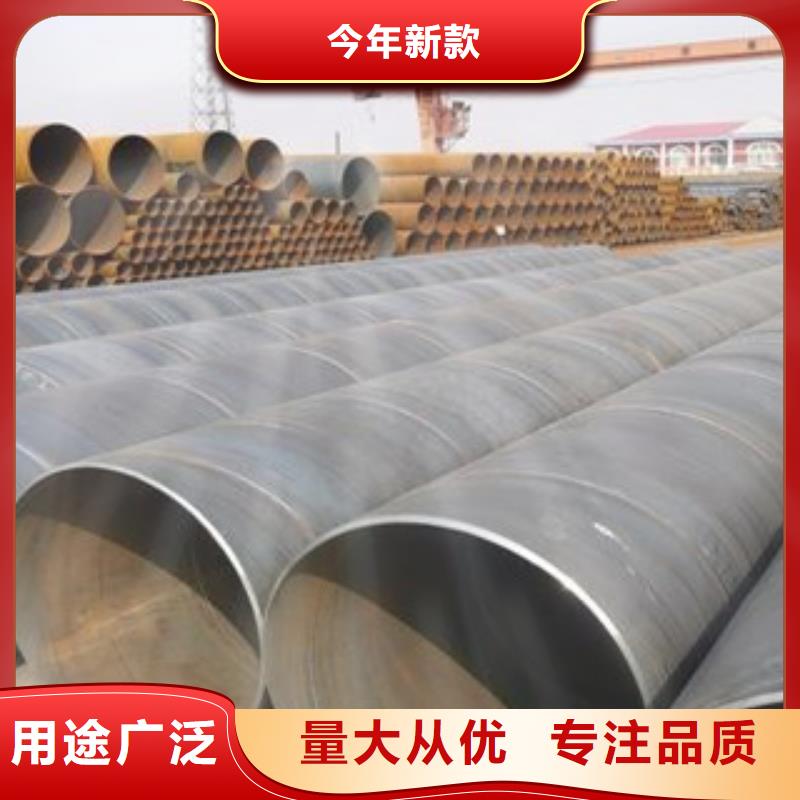
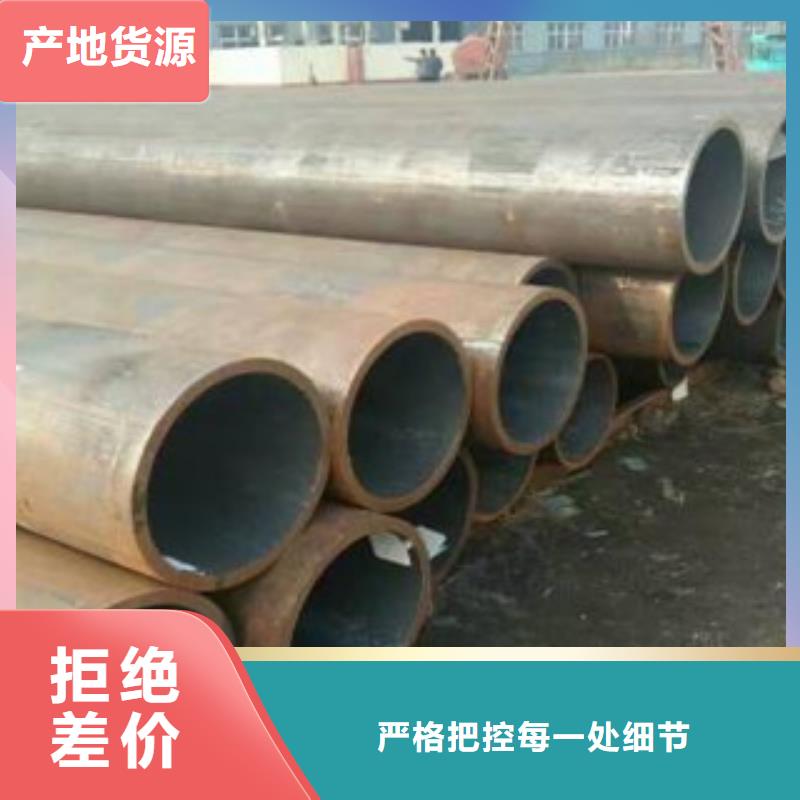
想要更直观地了解焊管-焊管货源足产品吗??产品视频,带你走进产品世界以下是:焊管-焊管货源足的图文介绍
第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。
一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块小收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。
国内焊管主导管厂价格陆续上调20元。国内重点城市4寸(3.75mm)焊管的平均价格为4173,较昨涨2元,多数中心市场报价。今日先跌后涨,现货钢价河北瑞丰带钢355mm系列出厂3590,同规格它厂跟进10-30,河北地区管厂焊管4寸(3.75mm)出厂报价陆续上调20在3830-4280元之间,唐山当地焊管市场价4寸3750,主流一般,个别优惠。
精密焊管又是一个广义的概念,根据使用要求的不同又有许多不同的个性化的质量要求。无锡精密钢管厂供应:焊管,焊接钢管,无缝焊管,直缝焊管,大口径螺旋钢管等我们本着诚信为本的原则,以质量求生存,以信誉得发展的企业经营理念,不断开拓进取,诚信合作发展。
焊管在成型,焊接,冷却等经过一系列的处理之后,还需要进行锯断。在这个环节中,工艺备尺的长短,直接影响成品焊管的质量及销售,所以备尺长度要控制在±5毫米之间。不仅如此,在实际操作中,工作人员还必须要严格按照以下规程进行操作:首先是给控制柜送电,然后闭合控制柜中的各个自动开关,同时闭合操作台电源开关,微机起动。
接下来还应闭合卸荷启动按钮,将司服电源柜的内外控钮转到外接位置,调向钮搬至定向位置。然后按下步进电源启动按钮和锯片电机启动按钮,使其启动工作。此时微机显示屏出现关于焊管锯断的操作菜单提示,工作人员可按其进行手动、模拟、自动及设定等工具。
在设备运行之前,应检查并确认压缩气压保持为0.6Mpa,并用手动按钮检查下锯、抱闸气缸能动否。运行前,用手动工具将飞锯小车后退至零位开关,小车则自动找零。焊管头部超过测速辊后,闭合测速辊上压按钮、脉冲编码即能工作。
如果需要使其保持自动运行,那么应当按下小键盘上的启动键,飞锯机即自动反复运行。接下来按停车键,停止工作的程序,将使飞锯小车锯切焊管工作完毕,再返回零位才不动,如果要改换工具,按动小键盘的复位键,即使微机显示屏出现主菜单,并按键选择工具和更改设定参数。
需要注意的是,如果焊管机组需要停止较长的时间,那么应当先关闭步进电源,锯片电机停转,这就节约了能源。同时还要经常检查测速光电编码的工作脉冲质量,防止撞击编码器或使其浸水。根据焊管的不同规格,及时的位置及修磨形状,平头后的钢管端面应光滑平整,达到工艺要求。
重庆昊振金属材料有限公司十分重视质量管理,建立了完善,持续,检测体系。多年来以建立起了完善的销售网络,有着丰富实践经验高素质的技术人员组成的销售和技术服务队伍,随时竭诚为广大用户服务;将负责有关 焊管产品的技术服务,技术咨询,销售,此外还可以根据用户的要求定制,设计,制造各种非标准 焊管产品。
总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。
第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。
后一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。
焊管-焊管货源足,昊振金属材料有限公司为您提供焊管-焊管货源足产品案例,联系人:刘经理,电话:0635-8883779、13563501516,QQ:499018093,发货地:大东钢材市场。
















