


以下是:焊接碳钢弯头厂家的产品参数
产品参数 产品价格 12/个 发货期限 包邮 供货总量 999899 运费说明 1 品牌 河北博创 产地 河北 材质 碳钢 在云南省文山市采买焊接碳钢弯头厂家到博创管道装备有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:蒋彦博-13303177556,QQ:710809341,地址:《五里窑工业区发货到云南省 文山市 砚山县、西畴县、麻栗坡县、马关县、丘北县、广南县、富宁县》。 云南省,文山壮族苗族自治州 文山州早在5万年前就有人类在此生息繁衍,公元前111年,汉武帝就在这里设州置郡;明、清设广南府和开化府。
想要了解焊接碳钢弯头厂家产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:焊接碳钢弯头厂家的图文介绍
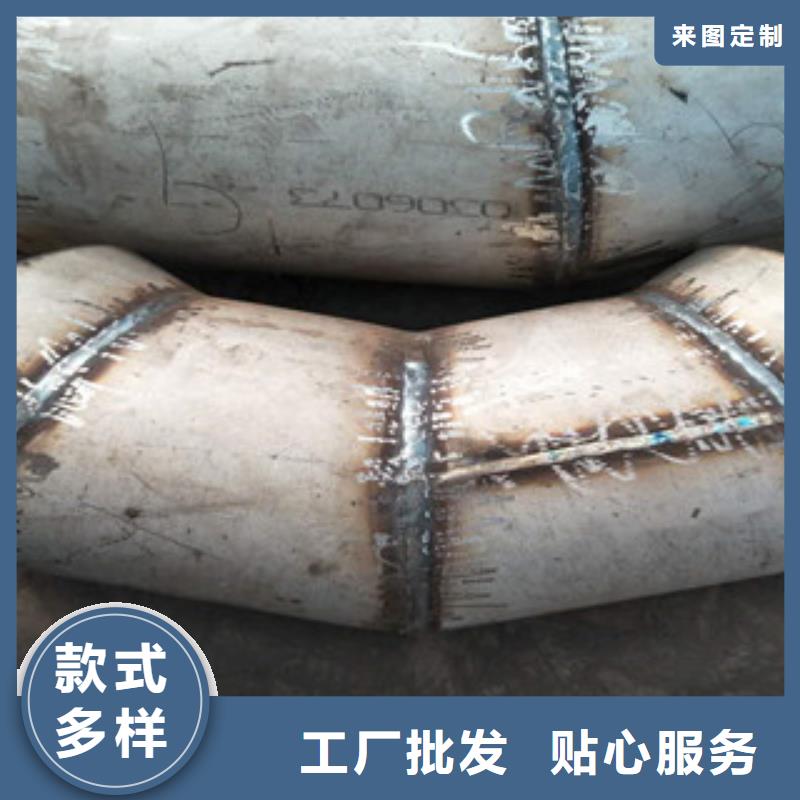
冲压成形:冲压成形弯头是早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。
产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。
在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。
与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。
云南文山博创管道装备有限公司自成立以来,秉承“以质量求发展,以服务创品牌”的理念,依靠多年积累的 焊接异径管经验,雄厚的技术实力,高技能的技术人才,严格的检测手段,在我省“产学研基地”的技术指导下,为社会供应了大批优良 焊接异径管产品,得到了 焊接异径管业内工作者的好评.焊接碳钢弯头厂家
碳钢弯头的材质和成分加工优势分析
碳钢弯头的组成成分是比较简单的,而且它的构成也是比较简单的,能够让人便于理解和想象。碳钢弯头是一种由输送介质的弯头、高密度聚乙烯外套管以及弯头和外套管之间填充的聚氨酯硬泡碳钢层紧密结合而成,是一种高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋碳钢弯头。只需将除锈防腐后的弯头套在聚乙烯套管内,中间注入聚氨酯泡沫,使之充分填满弯头与聚乙烯套管之间的空隙,后期使弯头、套管、碳钢层形成一个牢固的整体,达到防腐碳钢的效果,碳钢弯头就是形成了。大部分碳钢弯头加工都是通过压力加工,使被加工的碳钢弯头产生塑性变形。根据弯头加工温度不同,分为冷加工和热加工两种。碳钢弯头的主要加工方法有:半连续轧机:包括1机架炉卷轧机及5机架精轧机。在半连续轧机上,管件在精轧道次所经历的热轧从管件的一端到另一端实质上是恒定的。在精轧机上道次间的时间通常少于3s.管件工艺特点是连铸薄板坯存在中心偏析,连铸薄板坯中心偏析是进一步提高碳钢弯头管件质量的关键技术问题。
熔焊在连接部位需加热至熔化状态,一般不加压;压焊必须施加压力,加热是为了加速实现焊接;钎焊时母材不熔化,只熔化起连接作用的填充材料(钎料)。焊缝起着连接金属和传递力的作用。它是在焊接过程中由填充金属(当使用时)和部分母材熔合后凝固而成。焊缝金属的性能决定于两者熔合后的成分和组织熔焊接头中的焊缝,按其焊前准备和工作特性可归纳成的坡口焊缝和角焊缝两大类。但却是接头中薄弱地带,许多焊接结构破坏的事故,常因该处的某些缺欠引起,如冷裂纹、脆性相、再热裂纹、奥氏体不锈钢和刀状腐蚀等均源于此。这与该区经历热、冶金和结晶等过程,造成化学成分和物理性能极不均匀有关。弧焊电源在焊接设备(焊机)中是决定电气性能的关键部分。不同类型的弧焊电源,在结构、电气性能和主要技术参数等方面各有不同,且交流弧焊电源与直流弧焊电源的特点和经济性有很大区别。因而在应用时只有合理的选择,才能确保焊接过程的顺利进行,获得良好的焊接效果。
博创管道装备有限公司【0317-6199111】在云南省文山市本地专业从事焊接碳钢弯头厂家,价格低,发货快,效果好 ([城市群])可送货上门。












