


以下是:53.5*12.5紫铜管的产品参数
牌号 T2 生产厂家 山东创弘 硬度 65以上 53.5*12.5紫铜管,创弘金属制造有限公司专业从事53.5*12.5紫铜管,联系人:赵健,电话:0635-2998382、13863510800,QQ:512533080,发货地:经济技术开发区工业园发货到陕西省 咸阳市 秦都区、杨陵区、渭城区、三原县、泾阳县、乾县、礼泉县、永寿县、彬县、长武县、旬邑县、淳化县、武功县、兴平市,以下是53.5*12.5紫铜管的详细页面。 陕西省,咸阳市 2022年,咸阳市地区生产总值2817.55亿元,比上年增长4.4%。
想要了解53.5*12.5紫铜管产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:53.5*12.5紫铜管的图文介绍
铜管(又称为紫铜管),常用于自来水管道、供热以及制冷管道,可在不同环境中使用。铜管集金属与非金属管的优点于一身,在冷热水系统铜管中独占熬头,是佳的连接管道。铜管耐火且耐热,在高温下仍能保持其形状和强度,不会有老化现象。
陕西咸阳创弘金属制造有限公司奉行“ 紫铜排质量优先”的生产原则,并一贯遵循对每一道工序负责,对每一个 紫铜排产品负责,对每一位用户负责的质量方针,竭诚为用户服务,既要把生产设备的技术关,质量关,根据用户的具体需要,对设备进行合理的技术改造,以达到不同用户的要求,满足用户不同环境条件下的使用效果。
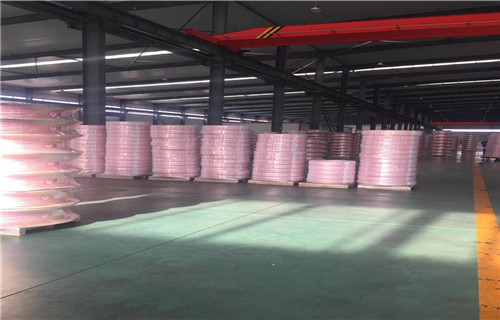
53.5*12.5紫铜管
1、氧乙炔焊紫铜氧乙炔焊时可采用丝201(或丝202)焊丝与熔剂301。焊前经400~700℃预热,焊接火焰采用中性焰和较大的火焰功率。采用较少的焊接层数,焊后锤击焊缝减小焊接应力。2、焊条电弧焊紫铜焊条电弧焊可选用铜107或铜227焊条。电源采用直流反接。焊前预热温度300~500℃,焊接时采用短弧、直线往返运条,焊后锤击焊缝,减小焊接应力。3、钨极氩弧焊紫铜钨极氩弧焊所用的焊丝及熔剂与氧乙炔焊时相同,电源采用直流正接。焊前要预热,但温度不宜过高。
T1的化学成份 Cu+Ag99.95%,P0.001%,Bi0.001%,Sb0.002%,As0.002%,Fe0.005%,Ni0.002%,Pb0.003%,Sn0.002%,S0.005%,Zn0.005%,O0.02%。T2的化学成份 Cu+Ag99.95%,Bi0.001%,Sb0.002%,As0.002%,Fe0.005%,Pb0.005%,S0.005%。导热率(λ)384/W·(m·K)-1比热熔(C) 0.394/kj·(kg·K)-1
在陕西省咸阳市采购53.5*12.5紫铜管请认准创弘金属制造有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:赵健-13863510800,QQ:512533080,地址:经济技术开发区工业园)。












