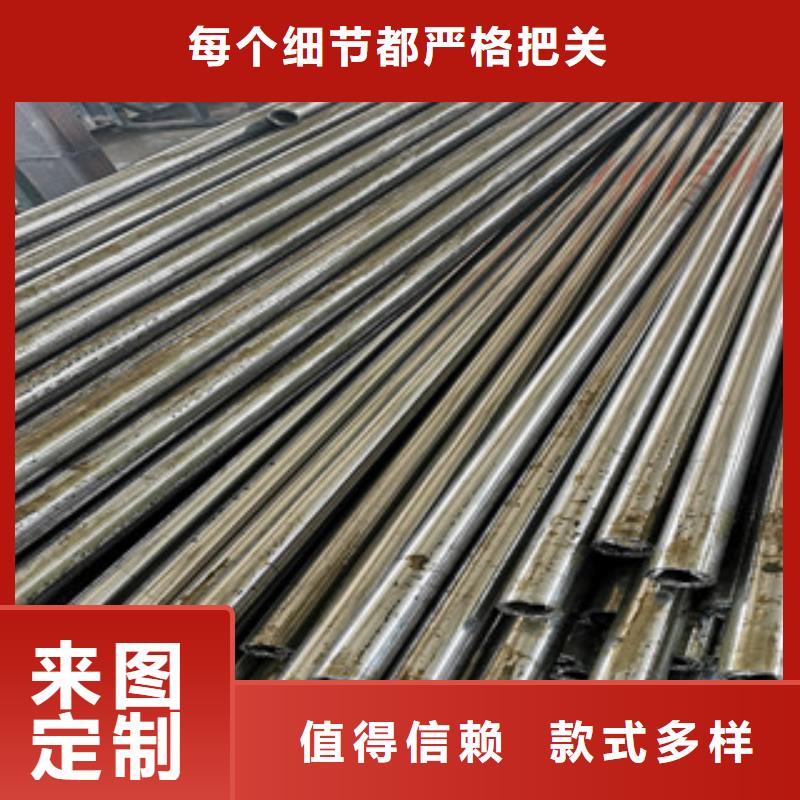
以下是:机械加工精密钢管的产品参数
材质 20#、45#、16mn、35crmo等 产地 山东、天钢 规格 齐全 类型 精密光亮管 品牌 山东德润 现货 有 定制 是 质量等级 正品 计重方式 过磅 表面 光亮 机械加工精密钢管,德润管业有限公司为您提供机械加工精密钢管的资讯,联系人:许士民,电话:0635-8880799、18954450066,QQ:731508875,发货地:开发区汇通金属西车间B区20号发货到浙江省 舟山市 定海区、岱山县、嵊泗县。 浙江省,舟山市 舟山市,浙江省辖地级市,长江三角洲中心区城市,位于浙江省东北部,东临东海、西靠杭州湾与宁波市、北接上海市,地势由西南向东北倾斜,南部岛大,海拔高,排列密集;北部岛小,地势低,分布稀疏;四面环海,属亚热带季风气候;截至2022年,全市下辖2区、2县,总面积2.22万平方千米,其中海域面积2.08万平方千米,4696个岛礁陆地总面积1440.2平方千米,常住人口为117万人。市政府驻定海区海天大道681号。
想要更直观地感受机械加工精密钢管产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:机械加工精密钢管的图文介绍
弯曲的被娇钢管从右侧进料,在分料装置的作用下将钢管头部压平,经夹钳和分离棒的作用,终将被矫钢管和其余钢管分离开来。如图2所示分料装置为一四连杆机构,在A处有一变频减速电机,A和B通过链条传动, A和B分别通过两个和F 形的夹钳镀接,随着A处的驱动,F型的夹钳完成从 a) 图中夹持钢管头部到 b) 图中的动作。当夹持的钢管到如图 b 中所示的位置之后,分离棒C 启动,夹钳继续运动井和钢管头部脱开。分离捧一直运动到钢管的尾部,使头部已经分离山来的钢管彻底和其余钢管脱离开来。实现了单根上料的目的。D 为实现钢管头部压齐的压板,压板沿钢管前进方向的开口度由大变小,逐渐使头部弯曲的钢管头部得到压平,以利于F 形的夹钳夹持钢管。E 为横向输送链床。F 形的夹钳的钳口大小能够适应不同钢管直径的要求,并且针对不同壁厚的钢管通过调节系统压力使得夹持力的大小得到调节,防止将薄壁钢管夹扁。
5前台扣瓦在设计中着重考虑3个因素: 一是高速矫直的因素; 二是钢管自转速度过高和前台拍瓦摩擦剧烈带来的前台损坏和噪声过大; 三是拉拔头在矫直前不切除,拉拔头在前台自转的过程中划伤前台内衬。
因此在线测量系统面对的问题是,在百分之几毫米(0.01mm)的公差内可靠、准确、稳定地进行测量。重要的是在月复一月、年复一年的连续生产中保持这种性能。
2、益处
在轧管机上安装外径测量仪对管生产商有几点益处。其中基本的益处是:
——提高质量
——提离生产率
——早期发现工艺问题
——减少浪费
3、测径仪
对无缝钢管的外径尺寸的检测,采用需要克服高温、高速、氧化铁皮、蒸汽烟雾、震动、大直径等问题。为此,我们采用了一下办法解决。
首先,对无缝钢管的检测采用光学测量原理,实现无损测量,光电测头采用间距可筒双镜筒测头模式,其测头距离可自动调节,这样可以实现多种规格的外径检测,针对生产中的多种无缝钢管的检测也可实现。光学测量设备可以实现高精度的在线无损检测,测量能达到实时测量,测量频率可以达到500Hz~1000Hz,实现高速测量。
小口径精密钢管一般以冷轧和冷拔的方式生产,随着小口径高速冷轧机和高速多线冷拔机的应用,实施小口径钢管在线矫直成为可能。其难点在于如何解决经高速冷轧、冷拔并经退火之后的弯曲钢管的无人工干预下的准确上料和主机高速矫直过程中的稳定性问题。中国重型机械研究院有限公司为江苏某厂的30mm无缝钢管生产线提供的精密高速钢管矫直机很好的解决了上述问题,可以作为类似生产线设备的参考。国内现有的小口径精密钢管生产线以冷轧和冷拔方式为主,再配以酸洗和热处理以及离线矫直工序。其中冷轧和冷拔工序是整个生产线的瓶颈,为了追求产不得不配置很多车间和冷轧、冷拔机,占据了大量的厂房和操作维妒人员,使吨钢成本消挺至高不降。为了解决这个问题,德图Meer公司和意大利麦尔公司相继开发出了小门径钢管高速冷轧机和3线高速冷拔机,轧制以及拔制效率分别比传统设备提高了3-5倍。这就形成了小口径精密钢管生产新工艺,即离钱高速轧制一一预矫直一一在线拔制一一在线化学处理一一在线热处理一一在线高速娇直一一后续的在线探伤、切头、切尾以及测长称重等,使生产效率得到大幅提高,场地展用、人员配置大幅减少。
一般焊管,一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造 。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种,表6-17为焊接钢管尺寸。螺旋管螺旋管特点: 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋管及其标准分类: 承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。
浙江舟山德润管业有限公司主要产品有: 冷轧钢管,公司所有产品质量可靠,达到、国际标准。
秉承服务社会的经营理念,本着以品质赢天下、以诚信服务为宗旨,力争提供工艺先进、品质可靠、价格合理的 冷轧钢管产品来回馈大众。
矫直机组的设备组成及工艺过程描述2. 1 设备组成如图1所示,矫直机组由前台散料装置(序号1) 、分料装置(序号2) 、前台扣瓦装置(序号3) 、人料夹送辊(序号4)、主机(序号5 ) 、出料夹送辊(序号6)、后台装置( 序号7) 以及液压和电气装置等组成。分别实现被矫钢管的分散和单根上料,并在主机的参与下对钢管实施矫直。
3热处理完毕之后的钢管呈排状出炉,经过横移机构将成排的钢管移到散料装置上,散料装置为链式结构, 在运转的过程中带动成排的钢管前进,当钢管在链条的带动下经过分料装置时,钢管头部被分料装置的夹钳(根据不同的钢管直径规格,调节夹钳的开口度保证每次只能夹住一个钢管的头部)夹紧,夹紧之后随着分料装置的运转,将被夹紧钢管和其余钢管分开,位于被夹钢管和其余钢管之间的分料链床迅速启动,将被夹持钢管和其余钢管由头部到尾部迅速彻底分开。分开之后的钢管落入前台扣瓦装置中,在入料夹送辊的带动下喂入主机进行矫直。矫直结束后,后台夹送辊启动,将钢管送出主机,延时后,后台扣瓦打开,钢管落入后台横移链床,进入下步工序。为了实现在线自动矫直,全线安装了大量的光删和光电开关,以检测钢管头、尾为各动作执行机构发出讯号。
机械加工精密钢管,德润管业有限公司专业从事机械加工精密钢管,联系人:许士民,电话:0635-8880799、18954450066,QQ:731508875,发货地:开发区汇通金属西车间B区20号,以下是机械加工精密钢管的详细页面。