以下是:特薄壁绗磨管工艺的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 特薄壁绗磨管工艺,九冶管业有限公司为您提供特薄壁绗磨管工艺,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,请联系九冶管业有限公司,发货地:丁块工业园发货到江苏省 连云港市 连云区、新浦区、海州区、赣榆区、东海县、灌云县、灌南县。 江苏省,连云港市 连云港市是江苏省历史文化名城、海上丝绸之路申遗城市,秦时置朐县,北朝东魏武定七年置海州,元、明两代,改漕粮河运为海运,海州港是中转之处,时称海州为“淮口巨镇”。清康熙二十四年在海州云台山设江苏省海关,成为清初四大海关之一。雍正二年海州升为直隶州,民国二十二年因面向连岛、背倚云台山,而取名为连云港。是《镜花缘》《西游记》的文化起源地,也是东中西区域合作示范区,中哈(连云港)物流合作基地,中国(江苏)自由贸易试验区的重要组成部分,同时也是中国旅游城市、园林城市,有花果山、连岛、孔望山、海上云台山、大伊山、西双湖等旅游景点。2021年连云港港被确定为国际枢纽海港。
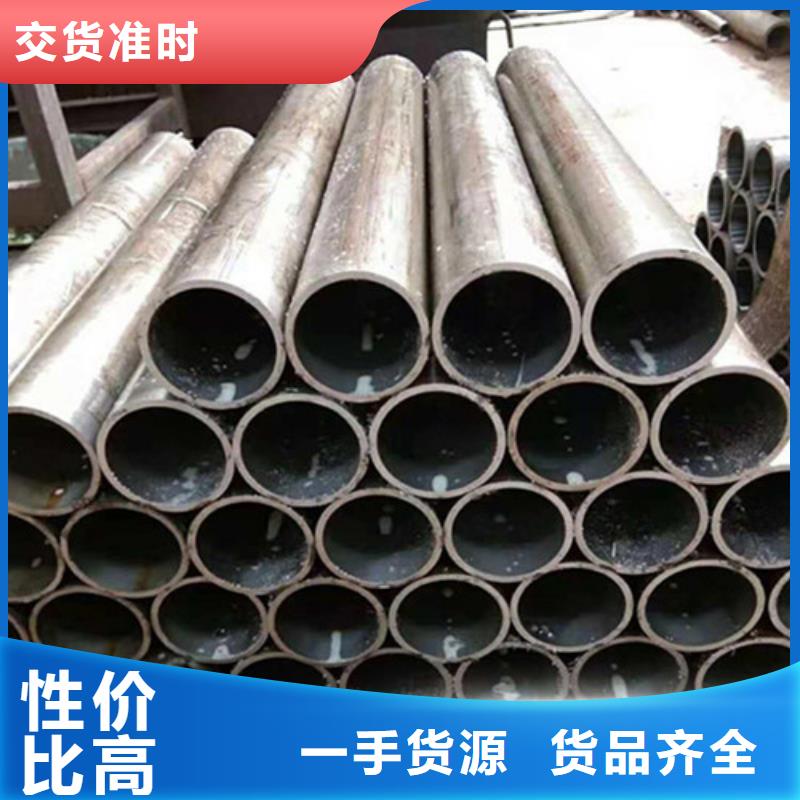
想要一睹特薄壁绗磨管工艺产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。以下是:特薄壁绗磨管工艺的图文介绍江苏连云港九冶管业有限公司是一家专业生产 绗磨管的厂家,我公司位于丁块工业园,交通方便、运输方便,生产经营优势明显。公司主要产品为 绗磨管。 我公司与各大合作伙伴建立了良好的合作关系。公司一直致力于技术创新和产品质量的研发,经公司领导和广大员工的不懈努力,公司不断取得喜人的成绩。我公司秉承:诚信做人, 踏实做事的原则,坚信:天道酬勤,致臻方达。我们相信凭借公司所有员工的诚信品德,以及质优价廉的产品,心贴心的服务,定能与各地朋友共同长远发展!
通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了厚壁油缸管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质薄壁气缸管内表面磨损处理方法 薄壁气缸管存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺珩磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复珩磨管。减磨修补剂主要用于对磨损、划伤金属零件的修复。油缸珩磨管修复过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用丙酮清洗沟槽表面,用珩磨管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于珩磨管内表面,待固化后,打磨并留出精加工余量。后通过研磨使珩磨管整体尺寸、行位公差、粗糙度达到要求。油缸珩磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果薄壁气缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁气缸管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办
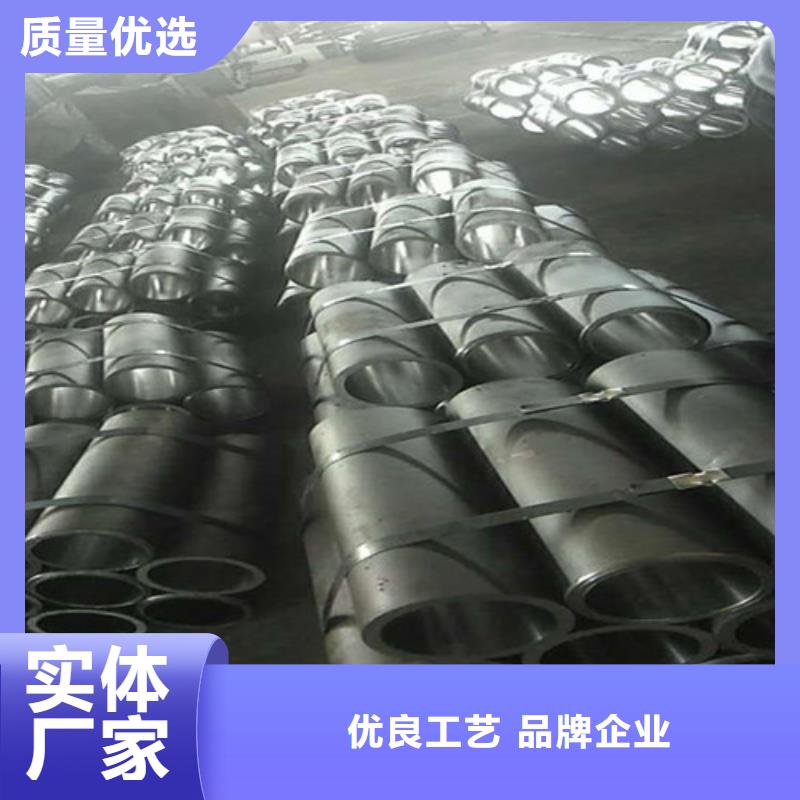
45#绗磨管无需加工可直接用于液压油缸套缸体,油缸拉杆等液压油缸产品。绗磨精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。高精度珩磨管应用于液压,缸筒,管线,纺织,印刷,减震,精密轴套等高精度机械领域,45#绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果绗磨管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。
1、绗磨管存在微量变化和浅状拉痕,可以采用珩磨工艺修复,也可采用镀层修复。2、绗磨管内表面磨损严重,存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺绗磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复大口径绗磨管。减磨修补剂主要用于对磨损、划伤金属零件的修复。绗磨管修复过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用清洗沟槽表面,用绗磨管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于绗磨管内表面,待固化后,打磨并留出精加工余量。后通过研磨使绗磨管整体尺寸、行位公差、粗糙度达到要求,油压机的珩磨钢管是液压传动的执行元件,它与主机的工作机构有着直接的联系,对于不同的机构,液压缸同样具有不同的用途和要求,因此作为设计者在设计前应作调
绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。油缸管采用加工油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
特薄壁绗磨管工艺_九冶管业有限公司,固定电话:17706353138,移动电话:17706353138,联系人:李经理,QQ:1958857549,丁块工业园 发货到 江苏省连云港市。