


以下是:63*2不锈钢复合管工艺精湛的产品参数
品牌 亮洁 是否进口 否 使用范围 广泛 63*2不锈钢复合管工艺精湛,亮洁护栏有限公司为您提供63*2不锈钢复合管工艺精湛产品案例,联系人:贾经理,电话:0635-8861618、18365788889,QQ:873394160,发货地:经济开发区工业园发货到内蒙古 阿拉善市 。 内蒙古自治区,阿拉善盟 阿拉善盟,位于内蒙古自治区西部,黄金旅游地。东、东北与乌海、巴彦淖尔、鄂尔多斯三市相连,南、东南与宁夏回族自治区毗邻,西、西南与甘肃省接壤,北与蒙古国交界,边境线长735千米。全盟总面积27万平方千米。截至2022年末,阿拉善盟有常住人口26.9万人。
我们的63*2不锈钢复合管工艺精湛视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:63*2不锈钢复合管工艺精湛的图文介绍
在一个电子管的壳内装有两个以上电极系统,每个电极系统各自独立通过电子流,实现各自的功能,这种电子管称为复合管。
1、合材料管和金属管,它们之间的材料定义和材料属性定义是不同.对复合管的定义是通过金属材料的本构模型(弹塑性材料)和其失效理论建立各向同性材料模型,通过复合材料的本构关系和失效理论建立了正交各向异性材料模型。
2、玻璃钢夹砂管道是复合材料构成的,通常也称为“复合管”.与传统排水管道相比玻璃钢夹砂管道具有如下特点:1.1耐腐蚀性好,工程寿命长玻璃钢夹砂管道能抵抗酸、碱、盐水、未经处理的污水、腐蚀性土壤或地下水的侵蚀
3、管称为复合管.常见的复合管有双二极管、双二极三极2、电子替的类别按电子管的极数来分,简单管、双二极五极管和双三极七极管
4、玻璃钢夹砂管道是复合材料构成的通常也称为“复合管”.我国1988年开始研制和生产玻璃钢夹砂管道有自己设计研制的离心浇铸玻璃钢夹砂管新工艺和新设备有独资的美国OWENSCORNING公司夹砂玻璃纤维连续缠绕成型玻璃钢夹砂管.
*SHS-自蔓燃陶瓷复合钢管产品用途、技术指标、性能及规格
SHS-自蔓燃陶瓷复合钢管是新一代耐磨、而蚀工程管道,属“863”高科技计划产品。广泛应用于电力、冶金、矿山、煤炭、化工等行业作为运输砂石、煤粉、灰渣、铝液等磨削性颗粒物料和腐蚀性物质,是理想的耐磨、耐蚀工程管道。耐磨性比普通钢管高15倍以上。内表面光滑,液体阻力特性优越。
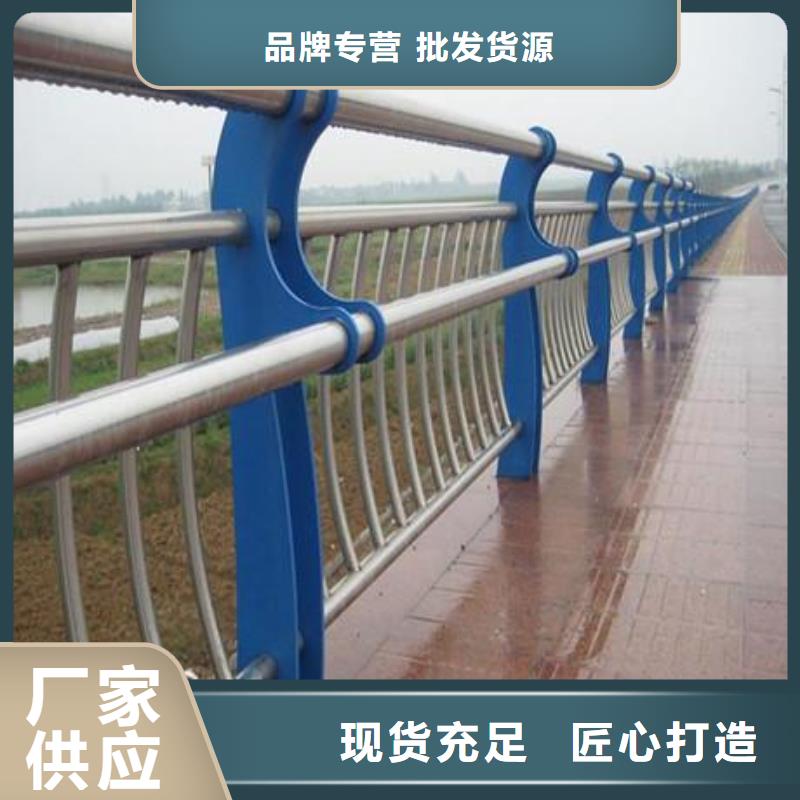
内蒙古阿拉善亮洁护栏有限公司生产的【桥梁复合管护栏】均符合标准(GB)、产品品种丰富、规格齐全,公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,【桥梁复合管护栏】产品深得用户依赖。欢迎新老客户来电垂询。
公司常备【桥梁复合管护栏】库存量充足,品种规格齐全。本着薄利多销,质量可靠的销售原则,让客户买的放心,用的舒心!诚信、专业、 是我们的服务宗旨,我们将竭诚为新老客户提供过硬的【桥梁复合管护栏】产品和优质的服务, 欢迎各界朋友莅临参观、指导和业务洽谈。
从金相学分析的角度,对不锈钢含铬,使表面构成薄铬膜,膜分别从入侵的钢筋腐蚀氧气。为了坚持固有的耐腐蚀的不锈钢、钢必需含有12%以上的铬。304不锈钢管复合管作耐热不锈钢普遍运用吗,食品用设备,普通化工设备,原子能设备,桥梁护栏,公路栏杆等等。但是就怕一些不信誉的消费商以次充好,一切的管材都以不锈钢来中止运用,但是终却向用户要很高的价钱。假定是厂家在不锈钢栏杆的消费中,运用的材料不高,自然就会让产品有多方面的降落,由于产品的很多性能会遭到材料的影响,那么它什么方面的遭到材料的影响呢。由于内衬管没有抵达充分的塑性变形,内衬管内表面由作用力与反作用力产生的表面压应力,达不到充分的表现,表面压应力几乎没有反映。此时,内衬管中直缝焊接处仍处于拉应力状态,因此内衬管表面整体,特别是直缝焊接处,抗热应力腐蚀才干降落。另外,采用拉拔工艺,拉拔模具呈直线运动,内衬管表面不时处于拉应力状态。
复合层的完全熔焊问题。为达到良好的焊接效果,正确的焊接方法是:焊前准备焊接前将接触层的油漆、污垢及氧化层等清理干净,以免焊接过程中杂质受热会分解成H2O和CO2。焊前还要对基层和复合层进行预热。预热采用电加热方法,以对口中心线为基准,两侧不小于壁厚3倍,且不小于50mm,并防止过热。焊接过程先焊复合层,后焊基层,流程:封焊层——打底焊——过渡层——填充层——盖面层。1)管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。2)焊接时,应尽量采用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。3)点固焊时管内必须充氩,以保证点固焊焊缝质量。打底焊时,仰焊位置采用内填丝,立焊、平焊位置采用外填丝法进行焊接。4)应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,防止气压过大使焊缝产生凹陷。5)焊丝不能与钨级接触或直接深入电弧的弧柱区,防止破坏电弧的稳定和产生夹钨缺陷,焊丝端部不得退出保护区,防止焊丝氧化。6)道间温度应控制在150℃以下,施工中采用焊缝两侧水冷的冷却方法,即将湿毛巾裹在距焊缝80mm以外的两侧钢管上,使焊缝尽快降到150℃以下。焊后焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物,必要时应对焊缝进行局部修整。焊接后,应进行后热处理残余应力,焊后处理需按照设计要求进行,局部热处理时,宜采用电加热法。基层的焊后处理应按基层材质要求选择热处理温度,其他参数按不锈钢内衬管总厚度(7±1.5)mm进行计算。
今年在内蒙古阿拉善市购买63*2不锈钢复合管工艺精湛有了新选择,亮洁护栏有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的63*2不锈钢复合管工艺精湛产品。如需购买或咨询,请随时联系我们,联系人:贾经理-18365788889,QQ:873394160,地址:经济开发区工业园。











