以下是:山东热喷涂施工厂家的产品参数
山东锅炉热喷涂 山东 山东热喷涂施工厂家,宏合集团为您提供山东热喷涂施工厂家,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,请联系宏合集团,发货地:开发区发货到河北省 邯郸市 邯山区、丛台区、复兴区、峰峰矿区、临漳县、成安县、大名县、涉县、磁县、肥乡区、永年区、邱县、鸡泽县、广平县、馆陶县、魏县、曲周县、武安市。 河北省,邯郸市 邯郸市是历史文化名城,有3100年的建城史。战国时期邯郸作为赵国都城达158年;西汉时期,邯郸为赵国(藩国)王都,与洛阳、临淄、宛城、成都共享“五大都会”盛名;三国魏晋南北朝时期,邯郸南部的邺城(今临漳县境内)先后为曹魏、后赵、冉魏、前燕、东魏、北齐六朝古都;五代时期,邯郸东部的大名初为后唐国都,后为后唐、后晋、后汉、后周和北宋的陪都。出自邯郸或与邯郸有关的成语典故达1584条,被誉为“中国成语典故之都”。
我们为您呈现了一部精彩绝伦的山东热喷涂施工厂家产品视频,让您感受产品的独特之处。
以下是:山东热喷涂施工厂家的图文介绍
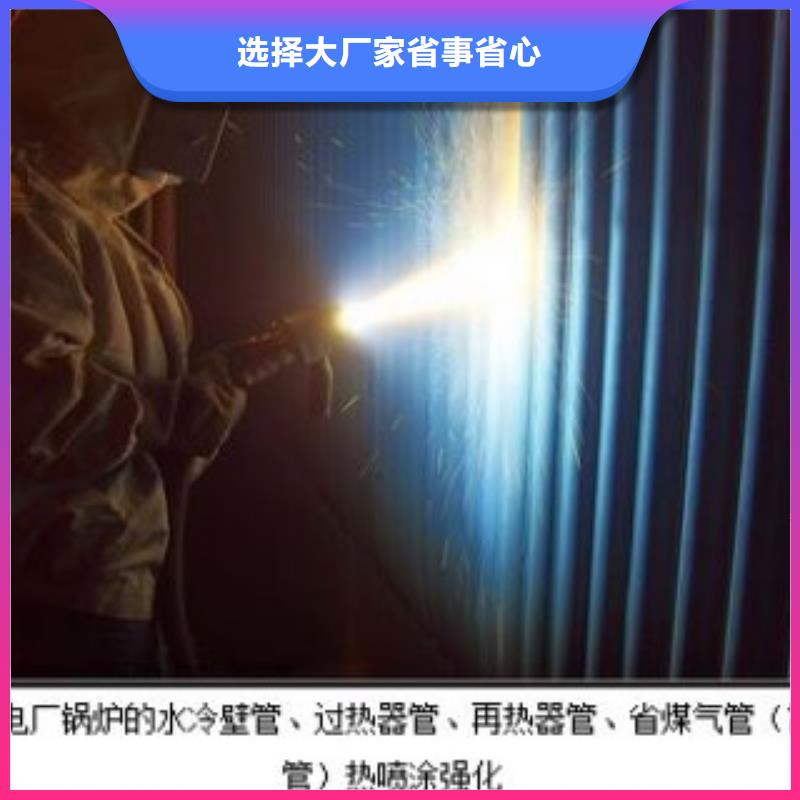
导流防磨技术热喷涂、超音速电弧喷涂、锅炉喷涂,水冷壁防磨喷涂,四管电弧喷涂,循环流化床超音速热喷涂,煤粉炉防腐、导流板安装、经纬防腐、格栅防磨、过热器。折焰角、锅炉防磨、锅炉防磨防腐、热喷涂、火焰喷涂
热喷涂的表面预处理一般分成表面预加工,表面净化和表面粗化(或活化)三个步骤来进行。
1 表面预加工:
一是使工件表面适合于涂层沉积,增加结合面积;
二是有利于克服涂层的收缩应力。对工件的某些部位作相应预加工以分散涂层的局部应力,增加涂层的抗剪能力。常用的方法是切圆角和预制涂层槽。工件表面粗车螺纹也是常用的方法之一,尤其在喷涂大型工件时常用车削螺纹来增加结合面积。
2 表面净化:
常采用溶剂清洗,碱液清洗和加热脱脂等方法,以除去表面油污,保持清洁度。常用的清洗溶剂有:汽油、丙酮、四氯化碳和三氯已烯。对大型修复工件常采用碱液清洗。碱液一般用氢氧化钠或碳酸钠等配制,这是一种较廉价的方法。
3 喷砂粗化处理:(这是热喷涂重要的预处理方法。)
喷砂可使清洁的表面形成均匀而凹凸不平的粗糙面,以利于涂层的机械结合。用干净的压缩空气驱动清洁的砂粒对工件表面喷射,可使基材表面产生压应力,去除表面氧化膜,使部分表面金属产生晶格畸变,有利于涂层产生物理结合。基材金属在喷砂后可获得干净、粗糙和高活性的表面。导流防磨技术热喷涂、超音速电弧喷涂、锅炉喷涂,水冷壁防磨喷涂,四管电弧喷涂,循环流化床超音速热喷涂,煤粉炉防腐、导流板安装、经纬防腐、格栅防磨、过热器。折焰角、锅炉防磨、锅炉防磨防腐、热喷涂、火焰喷涂
1.粉粒温度较低,氧比较轻(这主要是由于粉末颗粒在高温中停留时间短,在空气中暴露时间短的缘故,所以涂层中含氧化物量较低,化学成分和相的组成具有较强的稳定性),但只适于喷涂金属粉末、Co-Wc粉末以及低熔点TiO2陶瓷粉末 2.粉粒运动速度高。 3.粉粒尺寸小(10~53>μm)、分布范围窄,否则不能熔化。锅炉水冷壁喷涂 4.涂层结构强度、致密度高,无分层现象。 5.涂层表面粗糙度低。 6.喷涂距离可在较大范围内变动,而不影响喷涂质量。 7.可得到比爆炸喷涂更厚的涂层,残余应力也得到改善。 8.喷涂效率高,操作方便。 9.噪音大(大于120dB),需有隔音和防护装置。 如有其他疑问,请咨询锅炉水冷壁喷涂
河北邯郸宏合集团坐落于有“ 无缝钢管之乡”的美称—河北邯郸,系贸易、自主生产、销售于一体的大型企业。
公司对客户的承诺是:客户的任何 无缝钢管需求24小时给予反馈答复! 近年来,我们以先进的管理理念、科学系统的管理方法、灵活的经营机制,持续不断的技术创新,努力发挥 无缝钢管行业优势,与社会各界同仁一起携手合作
锅炉喷涂、热喷涂、超音速电弧喷涂、锅炉受热面防磨防腐、锅炉水冷壁防磨喷涂、导流板防磨、防磨板安装、经纬防磨、格栅防磨、CFB锅炉防磨技术、循环流化床锅炉防磨技术、煤粉炉受热面防腐防
防止锅炉水冷壁高温腐蚀和磨损的途径 意外的爆管则会造成较大的经济损失,电厂为减少爆管,投入了大量人力、物力加强对水冷壁的监测和更换,但是监测未取得任何实质性的效果,换管则将大大增加生产成本和维修费用。只有防患于未然才是 的办法。分析清楚了水冷壁高温腐蚀的产生原因,就可采用有效的方法来进行防止,常用方法可以分为两类,即非表面防护方法和表面防护方法。非表面防护方法有:A.采用低氧燃烧技术。B.尽可能使各燃烧间的煤粉浓度均匀。C.合理的配风及强化炉内的湍流混合。D.控制适当的煤粉细度。E.避免出现受热面壁温局部过热。F.在壁面附近喷空气保护膜。G.加添加剂。H.控制合理的炉膛出口烟温。I.对易产生高温腐蚀的煤种采用抗腐蚀高温合金。J.采用烟气再循环。K.对受热面的设计布置合理,以避开高烟温区和高壁温区出现。L.对易腐蚀区加炉衬防护。非表面防护法的共同之处在于,一定程度上可以减轻水冷壁的腐蚀,但并不能真正做到防止其腐蚀。而且有些方法在实际运行中会因为各种原因而不能有效地实施,甚至个别方法还存在争议,如炉衬防护,不但影响燃烧室吸热能力,还会使腐蚀复杂化。故有必要寻求其他效果更好的表面防护方法。对受腐蚀构件表面覆盖耐腐蚀的隔离层,是直接有效的防腐措施,属于高温腐蚀的表面防护方法,主要有:(1)涂刷法:涂刷的涂层塑性、热膨胀性等不能适应锅炉内环境及脱硫装置,使用中易产生脱层,难于实际应用。(2)电镀、热渗镀:镀层的覆盖性及结合度较好,但受工件尺寸限制,镀件在现场拼焊中镀层也会出现薄弱环节,降低使用性能。无法对已有设施进行再次防腐。(3)热喷涂:适合现场操作,涂层材料选择范围宽,组合方式多,能提供多种性能涂层,对已有设施的未防护部分进行追加防护,已防护部分进行再次防护。超音速电弧喷涂技术利用了流体力学中的“拉瓦尔原理”,使喷涂时的粒子速度真正超过了音速。我们通过对该技术的引进,特别是针对喷涂设备笨重、庞大、不利于现场施工的缺点,进行大胆的设备结构改造和功能完善,达到的突出特点是现场实用性强、喷涂性能好、涂层质量显著提高。
GB/T 9793-1997 金属和其他无机覆盖层热喷涂锌、铝及其合金 1998-02-01实施,代替GB/T 9793-1988,GB/T 9794-1988,GB/T 9795-1988,GB/T 9796-1988GB 11375-1999 金属和其他无机覆盖层热喷涂操作 2000-03-01实施,代替GB 11375-1989GB/T 8642-2002 热喷涂抗拉结合强度的测定 2003-04-01实施,代替GB/T 8642-1988GB/T 12607-2003 热喷涂涂层命名方法 已转化为行业标准:JB/T 10580-2006GB/T 12608-2003 热喷涂火焰和电弧喷涂用线材、棒材和芯材分类和供货技术条件 2004-05-11实施,代替GB/T 12608-1990GB/T 18681-2002 热喷涂低压等离子喷涂镍-钴-铬-铝-钇-钽合金涂层 2002-08-01实施GB/T 16744-2002 热喷涂自熔合金喷涂与重熔 2002-12-01实施,代替GB/T 16744-1997GB/T 18719-2002 热喷涂术语、分类 2002-12-01实施GB/T 19352.1-2003 热喷涂热喷涂结构的质量要求第1部分:选择和使用指南 2004-05-01实施GB/T 19352.2-2003 热喷涂热喷涂结构的质量要求第2部分:的质量要求 2004-05-01实施GB/T 19352.3-2003 热喷涂热喷涂结构的质量要求第3部分:标准的质量要求 2004-05-01实施GB/T 19352.4-2003 热喷涂热喷涂结构的质量要求第4部分:基本的质量要求 2004-05-01实施GB/T 19356-2003 热喷涂粉末成分和供货技术条件 2004-05-01实施GB/T 19823-2005 热喷涂工程零件热喷涂涂层的应用步骤 2005-12-01实施GB/T 19824-2005 热喷涂热喷涂操作人员考核要求 2005-12-01实施GB/T 20019-2005 热喷涂热喷涂设备的验收检查 2006-04-01实施GB/T 8640-1988 金属热喷涂层表面洛氏硬度试验方法 已转化为行业标准:YS/T 541-2006GB/T 8641-1988 热喷涂层抗拉强度的测定 已转化为行业标准:YS/T 542-2006GB/T 11373-1989 热喷涂金属件表面预处理通则 1990-01-01实施GB/T 11374-1989 热喷涂涂层厚度的无损测量方法 1990-01-01实施GB/T 13222-1991 金属热喷涂层剪切强度的测定 已转化为行业标准:YS/T 550-2006
今年在河北省邯郸市购买山东热喷涂施工厂家有了新选择,宏合集团始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的山东热喷涂施工厂家产品。如需购买或咨询,请随时联系我们,联系人:张经理-13780722348,QQ:594476388,地址:开发区。