

以下是:无轴螺旋输送机详细介绍的产品参数
品牌 衡泰重工 产地 泊头 类型 输送机 无轴螺旋输送机详细介绍,衡泰重工机械制造有限公司为您提供无轴螺旋输送机详细介绍,联系人:于经理,电话:15127722840、13784717840,QQ:3100195594,请联系衡泰重工机械制造有限公司,发货地:西环路发货到黑龙江省 大兴安岭市 呼玛县、塔河县、漠河市。 黑龙江省,大兴安岭地区 大兴安岭地区是重点国有林区和天然林主要分布区之一,也是中国的寒温带明亮针叶林区和国内仅存的寒温带生物基因库;在德尔布干和大兴安岭两个成矿带先后发现了漠河砂宝斯岩金矿、新林塔源铅锌矿等一大批大中型矿。
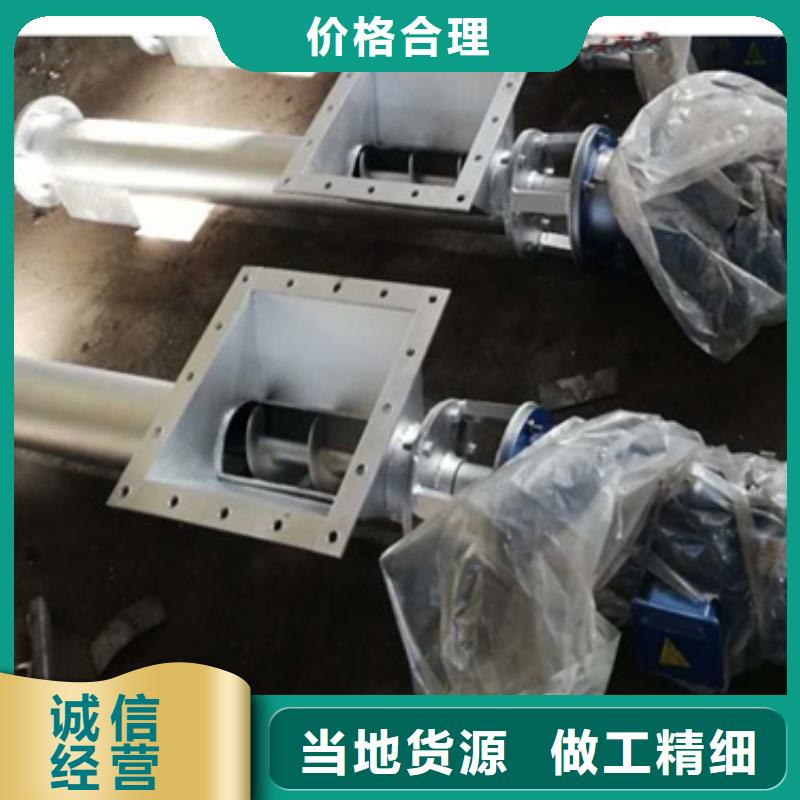
简约设计,不简单内涵。观看我们的无轴螺旋输送机详细介绍产品视频,用少的话语传达真实的产品价值。以下是:无轴螺旋输送机详细介绍的图文介绍
在公司发展壮大的8年里,黑龙江大兴安岭衡泰重工机械制造有限公司始终为客户提供好的产品和技术支持、健全的售后服务,我公司主要经营 输送机械。我们有好的 输送机械产品和专业的销售和技术团队,目前团队人数有30人,如果您对我公司的产品服务有兴趣,期待您在线留言或者来电咨询.
3.相邻机壳法兰面应接连平整,密和,机壳内表面接头处错位偏差不超过2毫米。4.机壳法兰间允许垫石棉带机壳和螺旋体长度的积累误差。5.螺旋输送机体外径与机壳间的间隙应符合下表规定,间隙不得少于名义间隙的50%如需要大间隙,按用户要求制作。 6.螺旋输送机各中间悬吊应轴承应可靠地固定在机壳吊耳上,与相邻螺旋联接后螺动均匀,不得有被卡住现象。安装时可在吊轴承底座与机壳吊耳间加垫片以保证各吊轴同轴,安装后螺旋体轴线的同轴度应符合下表规定。螺旋机长度L(m)8~1515~3030~5050~70同轴φ4φ6φ8φ107.螺旋输送机主轴与减速电机轴的同轴度应符合GB1184-80。 8.螺旋机的各底座在机壳装妥善后,均应使之着实后再拧紧地脚螺栓。9.所有联接螺钉均应拧紧至可靠的程度。10.进出料口现场安装应使进出料口的法兰支承面与螺旋机的本体的轴线平行,与相联接的法兰应紧密贴合,不得有间隙。 11.螺旋输送机装妥以后,应检查各存油处是否有足够润滑油,如果不够则加足之,其后始能进行无负荷试车,在进行连续4小时以上的无负荷试车以后,应检查螺旋机装配的正确性,如果发现不符合下列条件的,应立即停机,矫正后再行运转,直至处于良好的运行状态为止。
引弧时需注意如下事项:
引弧处应无油污、水锈,以免产生气孔和夹渣。
焊条在与焊件接触后速度要适当,太快难以引弧,太慢焊条和焊件粘在一起造成短路。
运条
运条是焊接过程中重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。
焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢,则焊道会过高、过宽、外形不整齐,焊接薄板时会发生烧穿现象;若焊条的移动速度太快,则焊条与焊件会熔化不均匀,焊道较窄,甚至发生未焊透现象。焊条移动时应与前进方向成70—80度的夹角,以使熔化金属和熔渣推向后方,否则熔渣流向电弧的前方,会造成夹渣等缺陷。
您是想要在黑龙江省大兴安岭市采购高质量的无轴螺旋输送机详细介绍产品吗?衡泰重工机械制造有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的无轴螺旋输送机详细介绍产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:于经理-13784717840,QQ:3100195594,地址:《西环路》。









