


以下是:耐磨喷涂施工转炉烟罩专业的施工团队的产品参数
产地 北京 材质 SAM、DM 、45CT 、SOR、JP-99 、PS45 品牌 `赛亿科技、佳倍德、廊桥 您是想要在湖南省湘西市采购高质量的耐磨喷涂施工转炉烟罩专业的施工团队产品吗?神腾防腐工程有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的耐磨喷涂施工转炉烟罩专业的施工团队产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:吕经理-13963542828,QQ:405193138,地址:《开发区发货到湖南省 湘西市 泸溪县、凤凰县、花垣县、保靖县、古丈县、永顺县、龙山县》。 湖南省,湘西土家族苗族自治州 湘西土家族苗族自治州位于湖南省西北部,地处湘鄂黔渝四省市交界处。1952年8月成立湘西苗族自治区,1955年改为湘西苗族自治州,1957年9月成立湘西土家族苗族自治州。现辖7县1市,国土面积1.55万平方公里,是典型的“老、少、边、山、库、穷”地区,是西部大开发、武陵山片区区域发展与扶贫攻坚先行先试地区,是湖南省的少数民族自治州、省湘西地区开发重点地区和扶贫攻坚主战场。
我们精心制作的耐磨喷涂施工转炉烟罩专业的施工团队产品视频已经准备就绪,【解锁新品!】耐磨喷涂施工转炉烟罩专业的施工团队产品视频,带你穿越新品体验之旅!
以下是:耐磨喷涂施工转炉烟罩专业的施工团队的图文介绍湖南湘西神腾防腐工程有限公司拥有完整、科学的质量管理体系;湖南湘西神腾防腐工程有限公司的诚信、实力和【锅炉喷涂】产品质量获得业界的认可。我公司拥有一批干练的技术人才和高素质业务人才,公司一贯以品种齐全,款式新颖,价格合理,诚实守信,在同行的竞争中具有很好的优势;为客户提供优质、可靠、、创新的【锅炉喷涂】产品和系统。坚持以客户的需求为导向的理念。
热喷涂管理者的责任
1.管理者必须确保所有上岗的喷涂工、喷砂工及安检人员均以通过培训,并取得上岗资格。 2.管理者必须将设备制造商及材料制造商在使用说明书中给出的所有信息通告给有关人员,(标准的附录)警告标签。 3.管理者必须按热喷涂工序制订预处理区(含除油、喷砂工序)、喷涂区及后处理区(含封闭工序或精整工序)操作规程。确保每个有关人员对其所涉及的危害有清醒的认识,并且熟知要采取的相应的措施。 4.管理者必须确保所有使用的热喷涂设备(如各类喷枪、控制设备、电源及电气设备、汇流排、流量计、调节器、调压阀、乙炔发生器、喷砂罐、空气净化设备以及热喷涂操作人员使用的防护装置等)都经过认可。
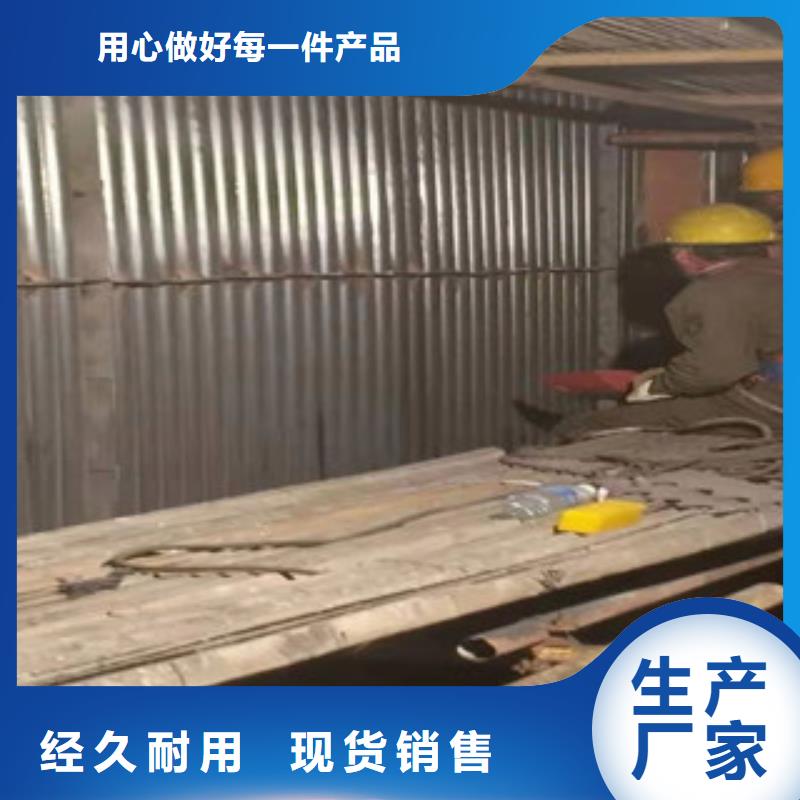
电厂循环流化床锅炉喷涂防磨层工艺流程 喷涂工艺如下:
1 、 喷砂打磨 喷涂前的基体表面必须清洁、 无油污、 且须达到清洁和毛化要求。 喷砂打磨的目的是使锅炉 ” 四管 ” 表面呈灰白色的金属外观和均匀粗化。 A 、净化处理要求 使表面清洁度达到 GB8923 — 88 《涂装前钢材表面锈蚀等级和除锈等级》规定的 Sa3 级,且干燥、无灰尘、无油污、无氧化皮、无锈迹。喷砂处理结束后再进行管壁表面的检查,如有缺陷及 时修补。 B 、粗化处理要求 使其表面粗糙度达到 GP11373 — 89 《热喷涂金属表面预处理通则》规定的 RZ60 — 80μ m 。喷砂磨粒选用清洁干燥有锐棱角的,抗碎能力强。磨料粒度: 1.2 — 2.0mm 。可以达到对表 面进行仔细的清理及有效的表面毛化,提高喷涂结合强度的目的。 2 、防腐蚀喷涂 使用超音速电弧喷 涂技术对锅炉 “ 四管 ” 进行喷涂,喷涂材料为镍铬钼合金及 L× 88A 合金,设计喷涂厚度 0.8~1.0mm 。喷涂表 面达到均匀、致密。 A 、喷涂底层〈自粘结涂层〉为了进一步提高涂层与基体的界面结合强度,又为后续 涂层提供一个较为粗糙的喷涂表面,选用热喷涂专用打底材料,采用高速电弧喷涂工艺粘结涂层厚度控制 在 0.03mm 左右。 B 、喷涂工作层喷涂完粘结底层后必须在一小时内喷涂工作层,工作层要求深层致密 . 颗 粒细小应尽量避免合金元素烧损,在保证正常喷涂的情况下,电弧电压,电弧电流则越低越好。 喷砂 后的锅炉 “ 四管 ” ,应尽快进行喷涂,其间隔时间越短越好,在晴天或不潮湿的天气,间隔时间不可超过 12 小时,在雨天、潮湿或含盐雾气氛下,间隔时间不超过 2 小时。喷涂必须在如下条件下实施:环境大气高 于 5 ℃或基体金属的温度至少比大气露点高 3 ℃,在雨天、潮湿或含雾的气氛中,喷涂操作必须在室内或 工棚棚中进行。 3 、 喷涂层的封孔处理 对于防腐喷涂,必须加封孔剂,以避免腐蚀物质通过涂层的孔隙往里面渗入,直接腐蚀母材,或间接减少 防腐涂层的有效厚度。 采用 810 耐高温专用封孔剂进行封孔处理, 喷涂后采用喷涂方法覆盖在涂层上面。 4. 、 现场检测 喷涂完成后,应进行外观检查,涂层表面致密、均匀、颗粒细小,不允许有起皮、鼓泡、大溶滴、裂纹、 掉块及其他影响涂层使用的缺陷。使用日本原装进口的磁性涂层测厚仪进行现场实测,厚度达到要求,可 以保证工程质量
山东神腾防腐工程有限公司
电厂循环流化床锅炉喷涂防磨层工艺流程 喷涂工艺如下:
1 、 喷砂打磨 喷涂前的基体表面必须清洁、 无油污、 且须达到清洁和毛化要求。 喷砂打磨的目的是使锅炉 ” 四管 ” 表面呈灰白色的金属外观和均匀粗化。 A 、净化处理要求 使表面清洁度达到 GB8923 — 88 《涂装前钢材表面锈蚀等级和除锈等级》规定的 Sa3 级,且干燥、无灰尘、无油污、无氧化皮、无锈迹。喷砂处理结束后再进行管壁表面的检查,如有缺陷及 时修补。 B 、粗化处理要求 使其表面粗糙度达到 GP11373 — 89 《热喷涂金属表面预处理通则》规定的 RZ60 — 80μ m 。喷砂磨粒选用清洁干燥有锐棱角的,抗碎能力强。磨料粒度: 1.2 — 2.0mm 。可以达到对表 面进行仔细的清理及有效的表面毛化,提高喷涂结合强度的目的。 2 、防腐蚀喷涂 使用超音速电弧喷 涂技术对锅炉 “ 四管 ” 进行喷涂,喷涂材料为镍铬钼合金及 L× 88A 合金,设计喷涂厚度 0.8~1.0mm 。喷涂表 面达到均匀、致密。 A 、喷涂底层〈自粘结涂层〉为了进一步提高涂层与基体的界面结合强度,又为后续 涂层提供一个较为粗糙的喷涂表面,选用热喷涂专用打底材料,采用高速电弧喷涂工艺粘结涂层厚度控制 在 0.03mm 左右。 B 、喷涂工作层喷涂完粘结底层后必须在一小时内喷涂工作层,工作层要求深层致密 . 颗 粒细小应尽量避免合金元素烧损,在保证正常喷涂的情况下,电弧电压,电弧电流则越低越好。 喷砂 后的锅炉 “ 四管 ” ,应尽快进行喷涂,其间隔时间越短越好,在晴天或不潮湿的天气,间隔时间不可超过 12 小时,在雨天、潮湿或含盐雾气氛下,间隔时间不超过 2 小时。喷涂必须在如下条件下实施:环境大气高 于 5 ℃或基体金属的温度至少比大气露点高 3 ℃,在雨天、潮湿或含雾的气氛中,喷涂操作必须在室内或 工棚棚中进行。 3 、 喷涂层的封孔处理 对于防腐喷涂,必须加封孔剂,以避免腐蚀物质通过涂层的孔隙往里面渗入,直接腐蚀母材,或间接减少 防腐涂层的有效厚度。 采用 810 耐高温专用封孔剂进行封孔处理, 喷涂后采用喷涂方法覆盖在涂层上面。 4. 、 现场检测 喷涂完成后,应进行外观检查,涂层表面致密、均匀、颗粒细小,不允许有起皮、鼓泡、大溶滴、裂纹、 掉块及其他影响涂层使用的缺陷。使用日本原装进口的磁性涂层测厚仪进行现场实测,厚度达到要求,可 以保证工程质量
山东神腾防腐工程有限公司
今年在湖南省湘西市购买耐磨喷涂施工转炉烟罩专业的施工团队有了新选择,神腾防腐工程有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的耐磨喷涂施工转炉烟罩专业的施工团队产品。如需购买或咨询,请随时联系我们,联系人:吕经理-13963542828,QQ:405193138,地址:开发区。












