


以下是: 锅炉过热器喷涂工艺精湛的产品参数
产地 北京 材质 SAM、DM 、45CT 、SOR、JP-99 、PS45 品牌 `赛亿科技、佳倍德、廊桥 锅炉过热器喷涂工艺精湛,神腾防腐工程有限公司为您提供 锅炉过热器喷涂工艺精湛的资讯,联系人:吕经理,电话:13863572092、13963542828,QQ:405193138,发货地:开发区发货到湖南省 郴州市 北湖区、苏仙区、桂阳县、宜章县、永兴县、嘉禾县、临武县、汝城县、桂东县、安仁县、资兴市。 湖南省,郴州市 郴州市,湖南省辖地级市,别称“福城”,位于华中地区,湖南东南部,地处南岭山脉与罗霄山脉交错、长江水系与珠江水系分流的地带,素称湖南的“南大门”;地处亚热带气候带中,地势自东南向西北方向倾斜;截至2021年底,全市下辖2个区、8个县,代管1个县级市,总面积19387平方千米;截至2022年底,全市常住人口463.68万人。
想要一睹 锅炉过热器喷涂工艺精湛产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是: 锅炉过热器喷涂工艺精湛的图文介绍
山东神腾资质公司.
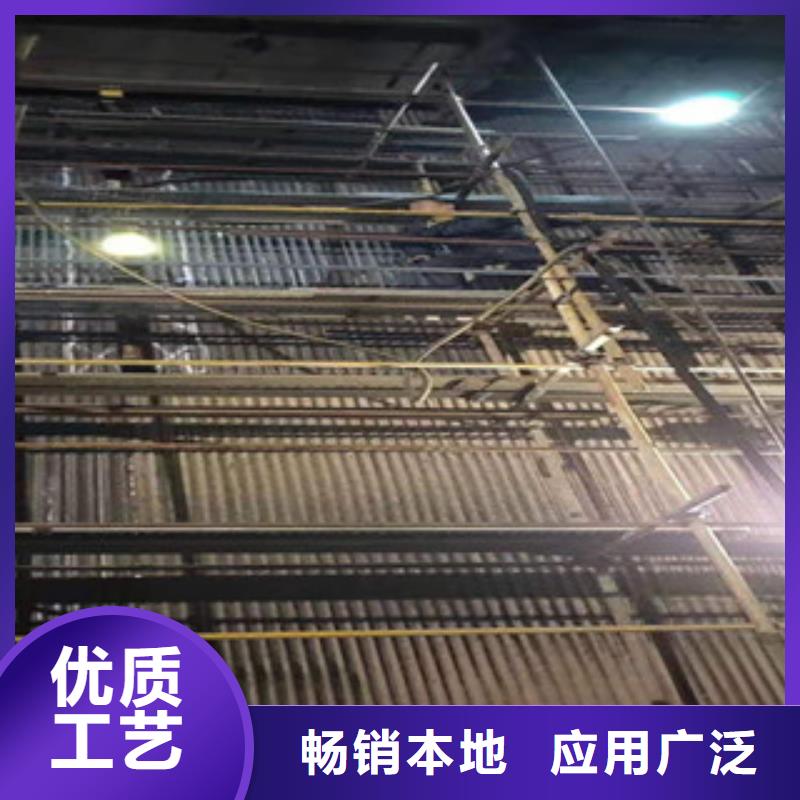
我国目前已是世界上在电厂使用循环流化床锅炉(CFB)多的,已经运行的大小循环流化床电站锅炉有2 000多台。CFB锅炉目前仍存在垂直水泠壁受热面磨损严重、防磨措施不力的问题,许多锅炉运行时间不长即出现水冷壁管磨损爆管泄漏. 由于垂直水冷壁磨损造成的事故接近锅炉事故停炉总数的50%。垂直水冷壁受热面管子磨损爆管已是CFB锅炉被迫停炉的主要原因之一 水冷壁的磨损是循环流化床锅炉磨损严重的部位。大量早期投运的CFB锅炉的实际运行证明,恰是在锅炉制造厂设计的水冷壁耐磨材料终结处以上一定高度(1 m~2 m)区域和炉内各角部区域发生受热面管 子磨损爆管的几率大(特别是没有对水冷壁采用让管技术的锅炉)。所以,对炉内磨损严重的受热面有必要强化防磨处理.更有必要采用有效的超音速电弧喷涂防磨技术。 超音速电弧喷涂防磨技术:超音速电弧防磨喷涂,是目前国际上较先进的喷涂施工方法。我公司已成功研制出耐磨性能更好的超硬耐磨电弧喷涂材料.这些丝材就是针对在高温环境中经受严重颗粒冲蚀和磨粒磨损兼有的工作表面.并采用超音速电弧喷涂工艺进行有效强化而设计制造的喷涂材料。均匀喷涂8~10遍,使涂层厚度达到(0.8~1)mm以上(每平方米需消耗约6 kg~8 kg丝材才能达此厚度),涂层不得出现凸台,边沿需平滑过度。在材料设计上,吸取了国外先进技术,并首次将团聚法纳入制粉工艺。保证了涂层的均质性,克服了粉芯分布不均的老问题。 实践证明,该涂层可在循环流化床锅炉内经受2~3年的运行磨损。
湖南郴州神腾防腐工程有限公司以雄厚的技术力量,精良的 锅炉喷涂先进设备,完善的制造工艺,严格的 锅炉喷涂质量管理体系,为用户提供优质可靠的产品,可靠的 锅炉喷涂产品质量,良好的售后服务,深受用户的好评, 锅炉喷涂产品覆盖广东、湖北、湖南、广西、大连、东北三省、四川、山东、等二十多个省、市自治区。
电厂循环流化床锅炉喷涂防磨层工艺流程 喷涂工艺如下:
1 、 喷砂打磨 喷涂前的基体表面必须清洁、 无油污、 且须达到清洁和毛化要求。 喷砂打磨的目的是使锅炉 ” 四管 ” 表面呈灰白色的金属外观和均匀粗化。 A 、净化处理要求 使表面清洁度达到 GB8923 — 88 《涂装前钢材表面锈蚀等级和除锈等级》规定的 Sa3 级,且干燥、无灰尘、无油污、无氧化皮、无锈迹。喷砂处理结束后再进行管壁表面的检查,如有缺陷及 时修补。 B 、粗化处理要求 使其表面粗糙度达到 GP11373 — 89 《热喷涂金属表面预处理通则》规定的 RZ60 — 80μ m 。喷砂磨粒选用清洁干燥有锐棱角的,抗碎能力强。磨料粒度: 1.2 — 2.0mm 。可以达到对表 面进行仔细的清理及有效的表面毛化,提高喷涂结合强度的目的。 2 、防腐蚀喷涂 使用超音速电弧喷 涂技术对锅炉 “ 四管 ” 进行喷涂,喷涂材料为镍铬钼合金及 L× 88A 合金,设计喷涂厚度 0.8~1.0mm 。喷涂表 面达到均匀、致密。 A 、喷涂底层〈自粘结涂层〉为了进一步提高涂层与基体的界面结合强度,又为后续 涂层提供一个较为粗糙的喷涂表面,选用热喷涂专用打底材料,采用高速电弧喷涂工艺粘结涂层厚度控制 在 0.03mm 左右。 B 、喷涂工作层喷涂完粘结底层后必须在一小时内喷涂工作层,工作层要求深层致密 . 颗 粒细小应尽量避免合金元素烧损,在保证正常喷涂的情况下,电弧电压,电弧电流则越低越好。 喷砂 后的锅炉 “ 四管 ” ,应尽快进行喷涂,其间隔时间越短越好,在晴天或不潮湿的天气,间隔时间不可超过 12 小时,在雨天、潮湿或含盐雾气氛下,间隔时间不超过 2 小时。喷涂必须在如下条件下实施:环境大气高 于 5 ℃或基体金属的温度至少比大气露点高 3 ℃,在雨天、潮湿或含雾的气氛中,喷涂操作必须在室内或 工棚棚中进行。 3 、 喷涂层的封孔处理 对于防腐喷涂,必须加封孔剂,以避免腐蚀物质通过涂层的孔隙往里面渗入,直接腐蚀母材,或间接减少 防腐涂层的有效厚度。 采用 810 耐高温专用封孔剂进行封孔处理, 喷涂后采用喷涂方法覆盖在涂层上面。 4. 、 现场检测 喷涂完成后,应进行外观检查,涂层表面致密、均匀、颗粒细小,不允许有起皮、鼓泡、大溶滴、裂纹、 掉块及其他影响涂层使用的缺陷。使用日本原装进口的磁性涂层测厚仪进行现场实测,厚度达到要求,可 以保证工程质量
山东神腾防腐工程有限公司
PS45喷涂丝 的优越性
ps45是为解决火力发电厂燃煤锅炉四管高温腐蚀、冲蚀 及造纸工业用黑液锅炉水冷壁管严重的高温氧化、硫化腐蚀、冲蚀产生的 高铬镍基 电弧喷涂丝 。 二 化学成分 1名义成分:Cr 45% Ti < 4% Ni 余量。2其制备的涂层表面在高温下可形成一层高致密度的Cr2O3氧化膜,抗硫化物腐蚀能力为碳钢的60倍。3可在接近980℃的高温下抵抗锅炉工作中产生的腐蚀性(硫、钒)气体的侵蚀。 4涂层使用24个月后厚度基本上没有变化。平均剥蚀速度<0.0127mm/年,可使四管使用寿命延长至7年以上。5涂层与碳钢热膨胀系数相近 , 可防止涂层脱落。 6涂层与基体之间产生自结合效应。7涂层孔隙率:< 1%.无贯穿孔洞。8价格昂贵。 三 物理性能 1涂层与基体发生冶金结合,涂层结合强度:46Mpa 2涂层表面硬度:Rc 38 3涂层工作厚度0.5mm
锅炉过热器喷涂工艺精湛_神腾防腐工程有限公司,固定电话:13963542828,移动电话:13863572092,联系人:吕经理,QQ:405193138,开发区 发货到 湖南省郴州市。












