
以下是:人体部位靶4+4堆焊复合耐板的产品参数
防弹 防 95步枪.............. 人体部位靶4+4堆焊复合耐板_哲磊金属材料有限公司,固定电话:15653125273,移动电话:0635-8882908,联系人:韩经理,QQ:597742295,新南环电商科技产业园内发货到辽宁省 鞍山市 铁东区、立山区、千山区、台安县 发货到 辽宁省鞍山市。 辽宁省,鞍山市 鞍山市地处中国东北地区、辽宁中部、辽东半岛中部、环渤海经济区腹地,位于沈大黄金经济带的重要支点,辽中南城市群与辽东半岛开放区的重要连接带,是沈阳都市圈副中心城市和具有地方立法权的较大的市,也是中国钢铁工业城市,有着“共和国钢都”、“中国钢铁工业摇篮”的美誉。
人体部位靶4+4堆焊复合耐板产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。以下是:人体部位靶4+4堆焊复合耐板的图文介绍辽宁鞍山哲磊金属材料有限公司地处新南环电商科技产业园内,公司秉承信誉di yi,保质保量的生产原则;坚持科学管理,为顾客提供优质,主营产品: 防弹钢板。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。
fd56防弹钢板
堆焊层整体P含量(0.025%)超过技术要求和枝晶表面P(0.05-0.06%)、S(0.05-0.12%)含量过高是复合耐磨板堆焊层产生结晶裂纹的成分因素。堆焊层材料含有较高含量的Mo、V等碳化物形成元素和晶界弱化元素P(0.04%)、S(0.03%)是堆焊层产生再热裂纹的成分因素。 模拟轴向热应力峰值区位于轧辊焊缝中心,周向、径向热应力峰值区位于轧辊热影响区。轴向热应力(242MPa,1100℃)远大于周向热应力(171MPa,1100℃)和径向热应力(48MPa,1100℃)。轴向热应力较大,且热应力峰值区出现在轧辊焊缝中心是堆焊层发生横向开裂的力学因素。 模拟热应力随着焊道宽度减小而减小,即热应力随焊接线能量输入减少而减小。减小焊接线能量输入能避免堆焊热应力过大。随着电解液中Zn含量的增加,沉积得到的HAP晶体的结晶度逐渐降低,晶体平均尺寸逐渐减小。当Zn含量达到25mol%(Zn/(Zn+Ca))时,沉积不再得到Zn-HAP晶体。同时随着Zn含量的增加,涂层规则六边形微观形貌特征逐渐消失,涂层与钛基体之间的结合力逐渐增大。
激光焊接钢板可概述为把两件或多件钢板结合在一起,这些钢板可有不同的厚度、表层或物理性能(或是这三个因素的组合)一零件被焊接在一起成为完整的装配件比焊接过程本身更重要。使用这种方法有许多原因,例如门的内表面需要有良好的深冲性来适应设计要求,且完整的车门内,还包含着一些机构,这就要求使用软的相对薄的材料,但在门的前面,安装合页的地方又需要有足够的强度来支撑门的重量并利于整个门的装配。这种方法另一个益处是门的性能和度的提高使汽车的配合和装配更合理,减少了车厢内的噪音和装配的失败。这种刚性设计还避免了门的并保证其长期不变形。
具有良好的铸造性能,密度小,耐蚀、耐热性及焊接性较好,但强度较低,不可热处理强化。耐磨板工厂生产中常用钠盐等对合金液进行变质处理,达到细化晶粒,提高强度。加入Mg、Mn等元素经固溶一时效处理后,形成O等强化相以提高强度。耐磨板中的合金具有密度小、抗蚀性好、强度较高等优点,但铸造性能较差(镁易燃),耐热性较低。其常用自然时效强化。耐磨板中的合金具有较高的强度和塑性,在300℃以下使用时仍能保持较高的强度,可热处理强化,但铸造性能和抗蚀性差,密度大。耐磨板的合金具有良好的铸造性能和较高的强度,价格低,但抗蚀性差,热裂倾向大,密度大。
将nm360耐磨板工件浸入含苛性钠、亚硝酸钠等的温热溶液中,使表面形成均匀致密的氧化膜。这层氧化膜可呈黑色、蓝黑色、红棕色、棕褐色等,厚度为0.6一1.5。此膜经浸油、皂化或重铬酸盐液钝化处理后,具有防锈作用,且增加光泽,已广泛用于机械零件、精密仪表和军械制造。将耐磨板工件浸入含锰、锌、铁的磷酸盐溶液中,在表面形成不溶于水的磷酸盐多孔薄膜如Fe3(PO4)2、FeHP0等。从浅灰色到深灰色厚约3一50,呈吸附、耐蚀、减摩、绝缘的特征。磷化处理主要作为油漆的底层,以及挤压、冷拉钢板的表面润滑层等。
关于耐磨板中的炉渣的熔点还有一点要说明,就是在温度逐渐升高的过程中,炉渣先有一个由硬变软的过程,而后才逐渐熔化,这是和金属的熔化过程不同的。炉渣的粘度与其熔点有直接的关系:在一定的温度条件下,炉渣的熔点越低,它的粘度就越小。为了使炼钢板过程顺利进行,必须掌握好炉渣的粘度。粘度太高时,会使反应(脱磷、脱硫、氧化、还原)过程速度减慢,甚至导致不能进行。但是炉渣太稀也不好,因为过稀炉渣其碱度偏低,脱磷、脱硫效果不好,对碱性炉衬材料侵蚀严重。此外,过稀炉渣在电弧冲击下使电弧下炉渣荡开,裸露钢液,在氧化沸腾时也不能严密覆盖钢液,使部分钢液和炉气接触,促使钢液吸气。氧化,保温作用也欠佳。
耐磨钢板将用于不同的高温磨损工况,而时效温度和时间对钢板的组织和性能有较大的影响。该钢淬火后经600°C时效,二次碳化物析出量较淬火态显著增加,分布也较均匀。并且随着时效时间的延长(从4一22h ),二次碳化物颗粒长大,在同一区域内具有相同晶体学位向的颗粒会接触和合并,形成具有亚晶粒和亚晶界的粗大碳化物颗粒。具有面心立方结构的二次碳化物与同是面心立方结构的奥氏体母相间保持立方一立方晶体学位向关系。由于晶格常数是奥氏体的3倍,所以在电子衍射花样中,两相的同名倒易矢量的模长具有严格的三分之一关系。该钢板时效温度为800℃时,二次碳化物的总量和尺寸与600℃时效的大致相当。随着时效时间的延长,二次碳化物的析出量、尺寸及分布状态也无明显变化。
我们所看得见、摸得到的车身钢板一般都属于车身的外覆盖件,它起到的主要是外观装饰性、降低风阻系数以及减少风噪等作用。在碰撞过程中,车辆并不是依靠车身覆盖件来抵御冲击力的,所以诸如标致307、408和三菱劲炫ASX等车型在翼子板、发动机舱盖等位置使用了塑料材质,甚至新款的雪佛兰克尔维特的整个车身都融入了塑料覆盖件。
汽车厂商会因为节nm500耐磨板省钢板材料而将车身覆盖件做薄吗?恰恰相反,从生产制造的角度来看,将车身钢板的厚度做薄有时候比做厚更有难度,汽车用的钢板厚度通常是有一定范围的,过于薄的钢板会对冲压工艺、NM400耐磨板钢板本身材质提出更高的要求。另一方面,如果车身外覆盖件的厚度太薄,后期还要为避免壁板共振增加额外的阻尼垫等补救措施。其实将钢板做薄的更大意义在于减轻车身重量,从而间接燃油经济性。
材料在拉伸过程中,从开始到发生断裂时所达到的**应力值。它表示钢材抵抗断裂的能力大小。与抗拉强度相应的还有抗压强度、抗弯强度等。设Pb为材料被拉断前达到的**拉力,Fo为试样截面面积,则抗拉强度σb= Pb/Fo (MPa)。材料在拉断后,其塑性伸长的长度与原试样长度的百分比叫伸长率或延伸率。钢材的屈服点(屈服强度)与抗拉强度的比值,称为屈强比。屈强比越大,结构零件的可靠性越高,一般碳素钢屈强比为0.6-0.65,低合金结构钢为0.65-0.75合金结构钢为0.84-0.86。
在许多特制钢板应用中,焊接速度是整个生产过程中的一个重要因素,特别是在焊接长度较长的情况下。我们的经验表明,良好的下料周边处理对于实现零件的紧密配合和在焊接速度下仍能确保焊缝质量是十分必要的。因此,VIL系统包括一个紧邻在焊接站之前的的剪切站,切边没有任何损坏并保证边缘的直线度好于0.04mm(典型的为0.02mm)。配合焊接站中强有力的夹具,对典型材料和标准厚度的车门内表面允许的焊接速度大于1Om/min,对于略厚的部分允许超过8m/min一并不需要复杂的焊缝跟踪系统或间距补偿技术。
超低碳钢中的夹杂物对冷轧产品表面质量有直接的影响,尤其是铸坯中的大型夹杂物经常导致终产品出现表面质量问题,因此高等级汽车板要求钢中原始夹杂物尺寸小于100微米。为定量分析现有工艺下超低碳板坯的夹杂物能否满足冷轧板表面质量要求,使用金属中夹杂物原位快速自动分析仪定量研究了超低碳板坯近表面的夹杂物分布以及RH过程吹氧工艺与夹杂物的对应关系。
激光焊接钢板工艺减少了零件的数量和与之相关的加工过程;在下料和切割过程中,通过各组件的合理布料减少了工程废料;在某些特定部位有效使用高强度或贵重材料,减少了潜在的材料消耗和重量;在缓冲器导轨和结构件中通过选择不同形状和厚度的钢材来提高汽车的碰撞性能,从而确保汽车在发生碰撞时为车内乘客提供保护。
关于耐磨板中的炉渣的熔点还有一点要说明,就是在温度逐渐升高的过程中,炉渣先有一个由硬变软的过程,而后才逐渐熔化,这是和金属的熔化过程不同的。炉渣的粘度与其熔点有直接的关系:在一定的温度条件下,炉渣的熔点越低,它的粘度就越小。为了使炼钢板过程顺利进行,必须掌握好炉渣的粘度。粘度太高时,会使反应(脱磷、脱硫、氧化、还原)过程速度减慢,甚至导致不能进行。但是炉渣太稀也不好,因为过稀炉渣其碱度偏低,脱磷、脱硫效果不好,对碱性炉衬材料侵蚀严重。此外,过稀炉渣在电弧冲击下使电弧下炉渣荡开,裸露钢液,在氧化沸腾时也不能严密覆盖钢液,使部分钢液和炉气接触,促使钢液吸气。氧化,保温作用也欠佳。
将nm360耐磨板工件浸入含苛性钠、亚硝酸钠等的温热溶液中,使表面形成均匀致密的氧化膜。这层氧化膜可呈黑色、蓝黑色、红棕色、棕褐色等,厚度为0.6一1.5。此膜经浸油、皂化或重铬酸盐液钝化处理后,具有防锈作用,且增加光泽,已广泛用于机械零件、精密仪表和军械制造。将耐磨板工件浸入含锰、锌、铁的磷酸盐溶液中,在表面形成不溶于水的磷酸盐多孔薄膜如Fe3(PO4)2、FeHP0等。从浅灰色到深灰色厚约3一50,呈吸附、耐蚀、减摩、绝缘的特征。磷化处理主要作为油漆的底层,以及挤压、冷拉钢板的表面润滑层等。
耐磨钢板将用于不同的高温磨损工况,而时效温度和时间对钢板的组织和性能有较大的影响。该钢淬火后经600°C时效,二次碳化物析出量较淬火态显著增加,分布也较均匀。并且随着时效时间的延长(从4一22h ),二次碳化物颗粒长大,在同一区域内具有相同晶体学位向的颗粒会接触和合并,形成具有亚晶粒和亚晶界的粗大碳化物颗粒。具有面心立方结构的二次碳化物与同是面心立方结构的奥氏体母相间保持立方一立方晶体学位向关系。由于晶格常数是奥氏体的3倍,所以在电子衍射花样中,两相的同名倒易矢量的模长具有严格的三分之一关系。该钢板时效温度为800℃时,二次碳化物的总量和尺寸与600℃时效的大致相当。随着时效时间的延长,二次碳化物的析出量、尺寸及分布状态也无明显变化。在600°C和800°C时效时,尽管时效时间已22h,尚未发现a相,这可能是因为时效时间短所致。此外Ni、N和C的存在,以及大量优先析出,对析出a相也有抑制作用。该钢板1000°C时效时仍然析出较多的M23,x射线衍射分析可知钢板在1000℃10h时效后衍射峰较全,其强线明显可见,经电镜观察,此时M23蛛比较粗大和分散。
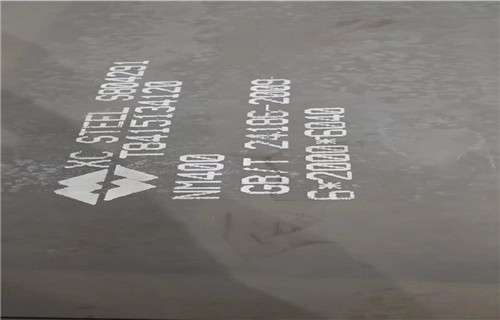
NM360耐磨板的力学性能在处理后的试件上,截取各种性能试样进行测试,测试结果见下面图。由工厂试验图中可知,新型耐磨板可在大尺寸范围内获得较为均匀的力学性能,不仅具有高强度和硬度,而且还具有较高的韧性。该耐磨板还可通过碳、硅、锰3元素的合理调配,获得不同的强韧性配合,足不同的使用工况。
选购人体部位靶4+4堆焊复合耐板来辽宁省鞍山市找哲磊金属材料有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:韩经理-15653125273,{QQ:597742295},地址:[新南环电商科技产业园内]。















