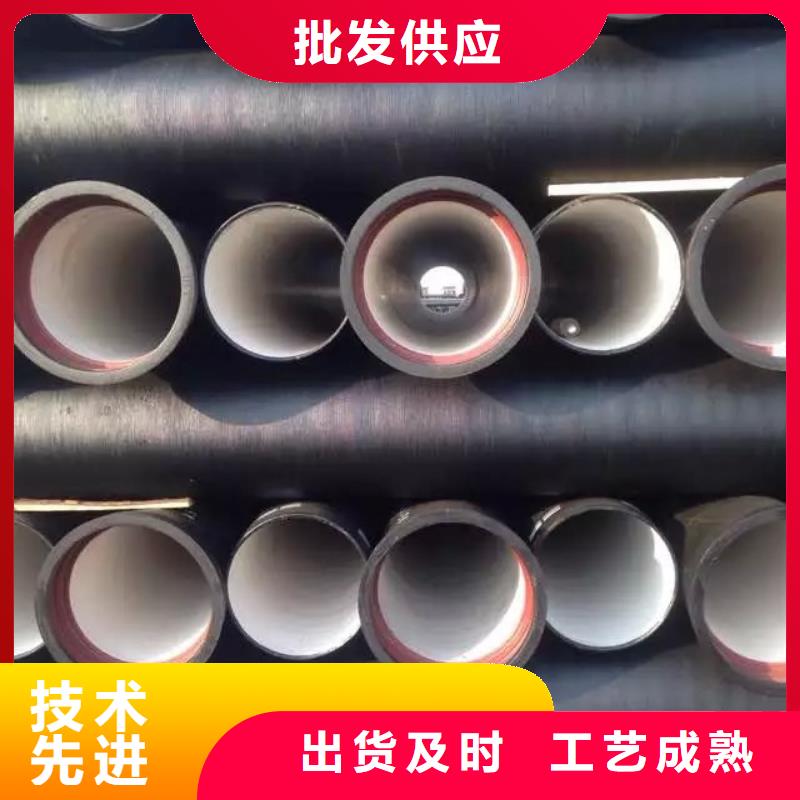
以下是:K8球墨铸铁管的产品参数
球墨铸铁管 150-126 K8球墨铸铁管,球墨铸铁管生产厂家为您提供K8球墨铸铁管的资讯,联系人:徐经理,电话:18866397639、18866397639,QQ:125455833,发货地:流亭工业园鑫山路一号发货到黑龙江省 齐齐哈尔市 龙沙区、建华区、铁峰区、昂昂溪区、富拉尔基区、碾子山区、龙江县、依安县、泰来县、富裕县、克山县、克东县、拜泉县、讷河市。 黑龙江省,齐齐哈尔市 2022年,齐齐哈尔市实现地区生产总值1318.0亿元,比上年增长4.2%。
我们精心制作的K8球墨铸铁管产品视频已经准备就绪,【解锁新品!】K8球墨铸铁管产品视频,带你穿越新品体验之旅!
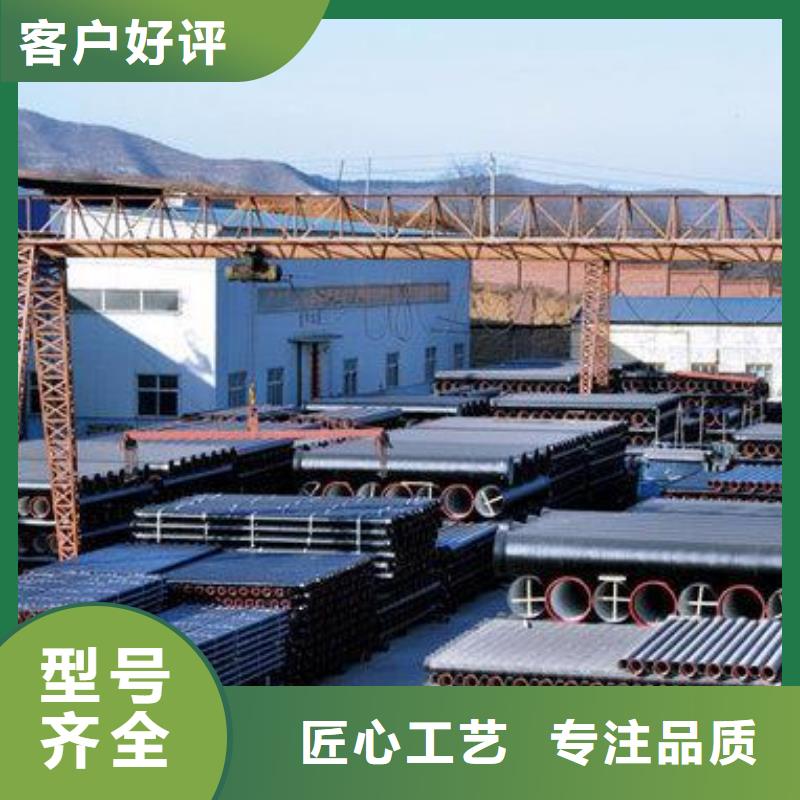
以下是:K8球墨铸铁管的图文介绍黑龙江齐齐哈尔球墨铸铁管生产厂家拥有自己的 球墨铸铁管设计团队、专业的技术调试团队、24小时的售后服务团队以及精湛技术的工厂。 公司始终坚持以“严谨”为宗旨,以为客户提供智能的性能与可靠性的 球墨铸铁管,增强企业竞争优势;满足客户目前及未来的需求为目标;以技术先进、可靠、快速等解决方案,让客户满意是我们永远不懈的追求。
球墨铸铁管安装时注意事项 1、进入管沟时必须戴帽 2、应仔细检查管沟是否有塌方危险,不是 不要进入沟内 3、在大口径管上使用矫正千斤顶时,应上下两人撑握着进行 4、在进行接口操作时,应当尽可能使用棉手套 5、进入已安装好了接口的管内或为了进行水压试验管内深处时,低压铸造所用的铸型,有金属型和非金属型两类。金属型多用于大批、大量生产的有色金属铸件,非金属铸型多用于单件小批量生产,如砂型,石墨型,陶瓷型和熔模型壳等都可用于低压铸造,而生产中采用较多的还是砂型。但低压铸造用砂型的造型材料的透气性和强度应比重力浇注时高,型腔中的气体,全靠排气道和砂粒孔隙排出。 铸件组织致密,机械性能高; 提高了金属液的工艺收得率,一般情况下不需要冒口,使金属液的收得率大大提高,收得率一般可达90%
目前,通过观察试块来判断球化情况是普遍采用的一种方法。各厂所用试块形状很多、尺寸各异,多数工厂采用三角形试块。根据我厂生产特点、铸件大小和厚薄,选用三角试块截面积尺寸为12.5mm(底)×50mm((高)。还有些工厂采用圆形试块,例如Ф15mm、Ф25mm、Ф30mm不等。铁液理毕后用取样勺由铁液表面以下200mm处出液并浇成试块并冷至暗红色方可水淬冷却球良的块外圆比灰铸铁大得多外观清洁光亮很有砂通常立浇的三角试块两侧有缩陷卧浇块顶面或两侧有缩陷试块冷却敲断后球化良好试,呈银白色或银灰色瓷状断口 白口清晰中间有疏松若断口呈银白色并有放射状花纹则表球剂加入量偏高产生的碳化物较多此时试块入时发出“”的脆裂声试片轻击即断且新击的口很浓的电石气味因此****浇注时进行浮硅育若口呈银灰色并有均匀分布的小黑点若断呈色晶,则表明球化失败。
球墨管球化剂在使用之前,必须存放在室内干燥,使用者在使用半小时前取用;用后剩余部分重新放回室内干燥球化包铁水量及球化剂的加入比例 球化包的选用视离心机浇注管子的规格而定;球化的铁水量,每包应预先估量或称量一次确定球化剂的加入量,同时参考被球化铁水的原始含硫量一般参照如下 原铁水硫含量 球化剂加入铁水球化处理操作中频炉内铁水应扒净熔渣,以防流入球化包内参与球化反应球化前铁水成分满足2.4.1条规定; 球化包使用前应烘烤至红热状,并用高温铁水烫包,汤包铁水停留时间不得低于5分钟,球化包包体不得见到冒水汽状球化包内堤坝砖高度不得低于120mm,不得破损,包嘴、包壁、包口不得严重结渣,以妨碍铁水与合金进行反应;球化包的高度与直径比大于1.5-2.0包内加入球化剂之前,应检查包内无存残留铁水球化剂经称量后,必须全部添加至包底堤坝的一侧,摊平捣实,并在球化剂上面覆盖铁屑或铁板,以提高合金的吸收率;加完球化剂及覆盖剂后立即进行球化处理球化包被吊至中频炉前,开始出铁球化,注意出炉铁水应冲向包内无球化剂一侧,禁止出炉铁水流直接冲到球化剂;出铁开始时快速大铁流,当达到总铁水量的三分之二至四分之三时,停顿5-10秒,待反应减缓后再补足剩余铁水球化反应结束后,立即在铁水表面撒聚渣剂,并快速扒净铁水表面浮渣,至少扒两次;铁水表面覆盖后送往离心机浇注,同时取样球化处理后的铁水应取样分析,取样在包内铁水液面以下150-200mm深度取样球化后铁水成分 包球化铁水取样及分析结果要迅速完成,以此指导下一包球化操作,以此类推,一一对应球化后的铁水应在15分钟之内浇完,以防球化衰退而产生废品。
K8球墨铸铁管,球墨铸铁管生产厂家为您提供K8球墨铸铁管产品案例,联系人:徐经理,电话:18866397639、18866397639,QQ:125455833,发货地:流亭工业园鑫山路一号。