


以下是:锅炉热喷涂-诚信为本的产品参数
山东锅炉热喷涂 山东 锅炉热喷涂-诚信为本,宏合集团为您提供锅炉热喷涂-诚信为本的资讯,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,发货地:开发区发货到贵州省 铜仁市 碧江区、万山区、江口县、石阡县、思南县、德江县。 贵州省,铜仁市 2022年,铜仁市实现地区生产总值1477.19亿元,同比增长0.3%。
精心打磨的产品视频已准备就绪,它将带您深入锅炉热喷涂-诚信为本的魅力世界,让您重新发现产品的无限可能。
以下是:锅炉热喷涂-诚信为本的图文介绍
GB/T 9793-1997 金属和其他无机覆盖层热喷涂锌、铝及其合金 1998-02-01实施,代替GB/T 9793-1988,GB/T 9794-1988,GB/T 9795-1988,GB/T 9796-1988GB 11375-1999 金属和其他无机覆盖层热喷涂操作 2000-03-01实施,代替GB 11375-1989GB/T 8642-2002 热喷涂抗拉结合强度的测定 2003-04-01实施,代替GB/T 8642-1988GB/T 12607-2003 热喷涂涂层命名方法 已转化为行业标准:JB/T 10580-2006GB/T 12608-2003 热喷涂火焰和电弧喷涂用线材、棒材和芯材分类和供货技术条件 2004-05-11实施,代替GB/T 12608-1990GB/T 18681-2002 热喷涂低压等离子喷涂镍-钴-铬-铝-钇-钽合金涂层 2002-08-01实施GB/T 16744-2002 热喷涂自熔合金喷涂与重熔 2002-12-01实施,代替GB/T 16744-1997GB/T 18719-2002 热喷涂术语、分类 2002-12-01实施GB/T 19352.1-2003 热喷涂热喷涂结构的质量要求第1部分:选择和使用指南 2004-05-01实施GB/T 19352.2-2003 热喷涂热喷涂结构的质量要求第2部分:的质量要求 2004-05-01实施GB/T 19352.3-2003 热喷涂热喷涂结构的质量要求第3部分:标准的质量要求 2004-05-01实施GB/T 19352.4-2003 热喷涂热喷涂结构的质量要求第4部分:基本的质量要求 2004-05-01实施GB/T 19356-2003 热喷涂粉末成分和供货技术条件 2004-05-01实施GB/T 19823-2005 热喷涂工程零件热喷涂涂层的应用步骤 2005-12-01实施GB/T 19824-2005 热喷涂热喷涂操作人员考核要求 2005-12-01实施GB/T 20019-2005 热喷涂热喷涂设备的验收检查 2006-04-01实施GB/T 8640-1988 金属热喷涂层表面洛氏硬度试验方法 已转化为行业标准:YS/T 541-2006GB/T 8641-1988 热喷涂层抗拉强度的测定 已转化为行业标准:YS/T 542-2006GB/T 11373-1989 热喷涂金属件表面预处理通则 1990-01-01实施GB/T 11374-1989 热喷涂涂层厚度的无损测量方法 1990-01-01实施GB/T 13222-1991 金属热喷涂层剪切强度的测定 已转化为行业标准:YS/T 550-2006
无缝钢管是以 无缝钢管主导产品的现代企业。经过多年来的不解努力,开拓、奋斗现已具备的生产能力,这只是我们事业的一个新的起点,我们将不断地开拓创新在竞争激烈的市场经济中发展壮大。我公司主要生产[城市无缝钢管]等产品,“对客户的诚实正直,追求每一件产品,精益求精的质量和完善周到的售后服务”是贵州铜仁宏合集团始终坚持的一个经营理念和创业思路,十多年来,我们是以优良的产品质量,完善的售后服务,赢得了越来越多的用户!
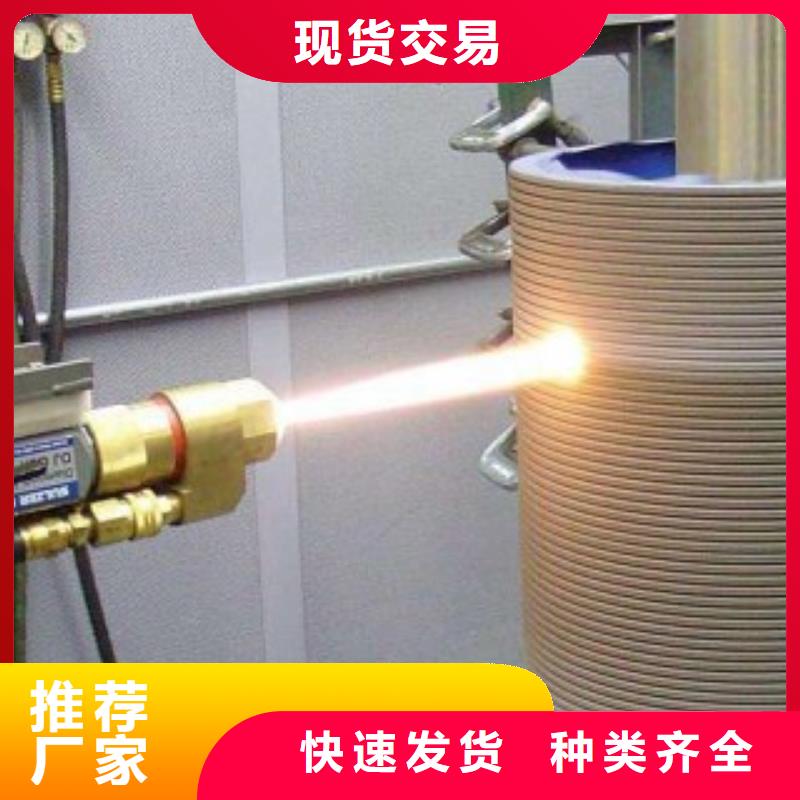
超音速电弧喷涂的技术原理都是有什么
1.超音速电弧喷涂技术原理是:
(1)通过接通的电源,在1/1000—1/10000秒内,使耐腐蚀金属丝材产生电弧熔化,熔融金属的高温液滴被超音速的空气喷吹、雾化、喷涂至预先喷砂除锈的钢铁构件表面上,通过材质形成纯度高、通过超音速的速度结合力更强,形成冶金结合喷涂层,它对活泼的钢铁基体具有阴极起到有效的保护作用。
(2)在喷涂层上均匀涂敷具有抑制腐蚀作用的专用封闭剂,它不仅能进一步隔绝腐蚀介质侵蚀基体钢铁,同时使电弧喷涂金属层与封闭涂层界面阻抗增大,耐腐蚀性能大为增强。
(3)电弧喷涂防腐涂层的防腐原理为机械屏蔽和阴极保护联合作用。
(4)当涂层发生破损、腐蚀介质存在时,金属喷涂层能够牺牲自己,保护钢铁基体不发生腐蚀.
2.电弧喷涂长效防腐技术的突出特点
(1)与金属基体的结合力高:电弧喷涂层与基体以机械热镶嵌和微冶金结合共同作用,涂层表现出较高的结合力,是火焰喷涂的3倍,大大超过了 标准,在所有防腐涂层里结合力 。
(2)防腐寿命长:根据不同的腐蚀环境和具体的工件特点,通过合理的涂层设计,目前电弧喷涂长效防腐涂层体系自身的耐蚀寿命达50年以上,是重防腐油漆的4—5倍,热浸镀锌的2—3倍,玻璃钢涂层的2—3倍。因此电弧喷涂防腐技术使钢结构件的使用寿命由10~15年提高到半个世纪以上。
(3)涂层质量好:电弧喷涂加热丝材方式为电弧加热,丝材融化温度高,融化均匀,喷涂致密,涂层质量稳定,对工件的热应力没有影响,而氧—乙炔火焰喷涂为火焰加热,丝材融化温度低,存在氧化、碳化等隐患,影响涂层质量。
球磨机、汽轮机转子和发电机转子轴颈、气缸结合面修复;锅炉四管耐磨耐蚀涂层;水轮机叶片抗气蚀及耐磨涂层;燃气轮机叶片、火焰筒、过渡段抗高温防护涂层;风机叶轮、球磨机等磨损件耐磨涂层;门芯、门杆、阀芯、阀门配件、阀座耐磨耐蚀涂层及锅炉相关设备部件强化修复。交通运输各种磨损部位的耐磨涂层;汽车发动机机座、同步环、曲辊修复和预强化;齿轮箱轴承座、油缸柱塞、前后桥支撑轴、门架导轨、发动机主轴瓦座、摇臂轴、半轴油封位、销轴的磨损处的耐磨涂层;挖泥船耙头、防磨环、泥斗、绞刀片、铲齿、泥泵叶轮、船舶的艉轴、艉州铜套、偏心轴套、齿轮传动轴、泥泵水封颈、泥门、滑板、刮沙机刮板耐磨涂层等。化工各种容器、反应器、管道、泵、阀及密封部件修复化;各种搪瓷罐、专用容器的现场修复;锅炉、空压机、水泵等零部件修复。玻璃行业采用热喷涂的方法在辊、输送辊表面喷涂一层陶瓷,提高辊、输送辊对熔融玻璃的耐腐蚀能力,抑制辊面熔融液相的附着,减缓熔融玻璃对辊面的侵蚀,使辊面长时间保持光滑,减少辊、输送辊的维修保养,提高玻璃质量和生产成品率,降低生产成本。电工制线采用超音速火焰喷涂工艺在拔丝塔轮、拉丝机、拉丝轮、线轮、拔丝缸、收线盘、导向槽等零件表面喷涂碳化物陶瓷涂层,可使表面硬度达到 HRc75 ,远比磨具钢或冷硬铸铁的耐磨性高;还可使这些零件的基体采用普通钢材或铸铁制造,既降低成本,又延长使用寿命。市政各类钢结构的热喷涂长效防护涂层、防腐、长效防腐,一次防护寿命可达 30 年以上轻工塑料模具喷涂强化修复;挤塑机螺杆和橡胶密炼机转子喷涂强化;各种辊类轴承位喷涂修复和强化。
您是想要在贵州省铜仁市采购高质量的锅炉热喷涂-诚信为本产品吗?宏合集团是您的不二之选!我们致力于提供品质保证、价格优惠的锅炉热喷涂-诚信为本产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-13780722348,QQ:594476388,地址:《开发区》。











