

以下是:集装箱热喷锌喷铝防锈防腐防腐公司的产品参数
电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 集装箱热喷锌喷铝防锈防腐防腐公司_华电高空工程有限公司,固定电话:15380593638,移动电话:13961934918,联系人:朱雄飞,QQ:784669153,人民路金融城发货到吉林省 四平市 梨树县、公主岭市、双辽市 发货到 吉林省四平市。 吉林省,四平市 四平市,吉林省辖地级市,别称四平街,地处吉林省西南部、松辽平原中部腹地,辽、吉、蒙三省区交界处,地势东南高,西北低,属中温带湿润季风气候区,总面积1.03万平方千米。截至2020年6月,全市共辖2个区、2个县,代管1个县级市。截至2022年底,全市总人口208.6万人。
想要直观了解集装箱热喷锌喷铝防锈防腐防腐公司产品吗?别犹豫,快来观看我们的视频,让产品自己说话!以下是:集装箱热喷锌喷铝防锈防腐防腐公司的图文介绍
专用从事石油储罐和化工储罐内壁热喷涂喷铝 喷锌技术已有十年,已经是中石化、中国纺织科学院指定的热喷涂定点单位
乙二醇储罐内部喷铝技术要求
1喷砂工艺参数
碳钢表面喷砂除锈,达到国际标准Sa3级,粗糙度Rz60-100um;
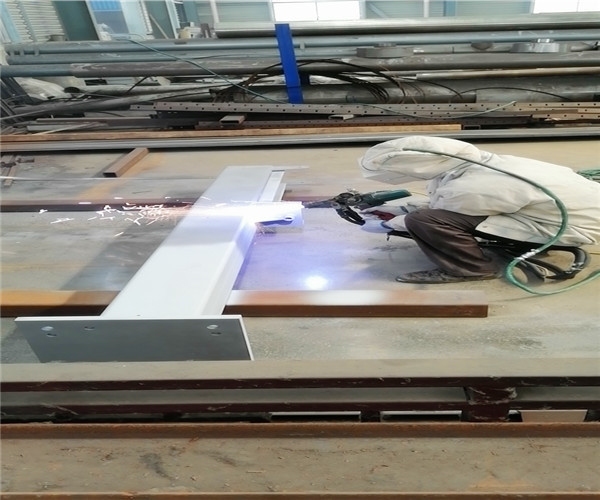
2喷铝工艺参数
①压缩空气压力: 0.5-0.8MPa;
②喷涂距离: 150-200mm;
③电源喷涂工作电压为:26-32V,电流:150-200A;
④喷涂角度: >60°,尽可能接近90°。
⑤基表温度: 喷涂过程中基体表面温度 <200℃
⑥喷涂环境:气温 5℃相对湿度 ≤80%空气扬尘 ,无风力 ≤5级。
⑦喷涂送丝速度:160-300㎜/s;
⑧铝涂层设计厚度:220um
热喷涂、喷铝 喷锌施工队伍,拥有美国进口TAFA超音速电弧喷涂、等离子喷涂等18台套喷涂施工设施。公司主要业务为热喷铝、热喷锌、热喷不锈钢、喷砂涂装、油漆防腐工程,采用先进的超音速电弧喷涂技术,其与普通电弧和火焰喷涂相比,具有更高的粒子飞行速度、的结合强度、更低的孔隙率、涂层致密均匀、且喷涂工件不变形特点,可以获得高质量的涂层,具有很强的防腐耐磨性能。
本公司施工是在业主浙江佳力风能技术有限公司,工程名称:风力发电轮毂表面施工喷锌、涂装工程项目。工艺要求如下;
1.风电轮毂采用喷砂除锈工艺。
2.轮毂喷铝涂层厚度250um
3.铝层封孔厚度100um
4.油漆涂装防腐施工工
喷锌、喷铝工艺与同类工艺性能比较(热镀锌工艺)
1、热镀锌工艺预处理采用酸洗、磷化工艺,工件表面会有酸、碱液的残余物,留下了腐蚀的---,使热镀锌层容易产生脱落。喷锌、喷铝工艺预处理采用喷砂工艺,故工件表面非常清洁毛糙,表面喷锌、喷铝后不会产生由内向外的腐蚀,从而不会产生锌层脱落现象。
2、热镀锌工艺有一定的温度,约440℃左右,故工件热镀后会产生变形;而喷锌、喷铝工艺喷涂时的温度很低,工件表面温度<80℃,因此工件不变形。
3、采用热镀锌工艺,工件受镀槽长×宽×高的限制;而采用喷锌、喷铝工艺则工件没有限制。
4、采用热镀锌工艺,还存在现场修补问题。现场安装时焊缝、装卸、运输过程中的损坏,修补只能采用油漆,从而产生工艺突破口。如采用喷锌、喷铝工艺,则现场可采用喷锌、喷铝的方法进行修补,避免产生工艺突破口。
5、由于热镀锌工艺的预处理采用酸洗、磷化,故工件表面没有毛糙度、涂层结合力较差。而喷锌、喷铝工艺的预处理采用喷砂,sa≥2级,故工件表面有毛糙度,涂层结合力较好。抗拉强度≥0.6kg/mm2。
6、热镀锌工艺对水质污染十分---,环保问题非常突出。所以热喷涂喷锌、喷铝工艺越来越广泛。
吉林四平华电高空工程有限公司拥有独特营销模式及与之配套的完善的服务。公司以专业的队伍、严谨的管理、精良的产品设备、兼容并蓄、博采众长的虚怀纳百川之风范,着力打造企业形象。
选购集装箱热喷锌喷铝防锈防腐防腐公司来吉林省四平市找华电高空工程有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:朱雄飞-15380593638,{QQ:784669153},地址:[人民路金融城]。








