

以下是:树脂玻璃鳞片胶泥质优价廉的产品参数
品牌 君达 规格型号 国标 供货量 9999 价格 12 发货地 河北廊坊 付款方式 电议 参数 国标 树脂玻璃鳞片胶泥质优价廉_君达节能科技有限公司,固定电话:13653268892,移动电话:0316-5961006,联系人:张建涛经理,QQ:1132061688,廊坊市大城县发货到江西省 抚州市 临川区、南城县、黎川县、南丰县、崇仁县、乐安县、宜黄县、金溪县、资溪县、东乡区、广昌县 发货到 江西省抚州市。 江西省,抚州市 抚州市,江西省辖地级市,古称“临川”地处长三角、珠三角和闽东南三角区腹地,境内东、南、西三面环山,地势南高北低位于江西省,属南方湿润多雨季风气候,总面积1.88万平方千米。截至2023年6月,全市辖2个区、9个县。截至2022年底,全市常住人口357.90万人。
为了让您更地了解我们的树脂玻璃鳞片胶泥质优价廉产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:树脂玻璃鳞片胶泥质优价廉的图文介绍
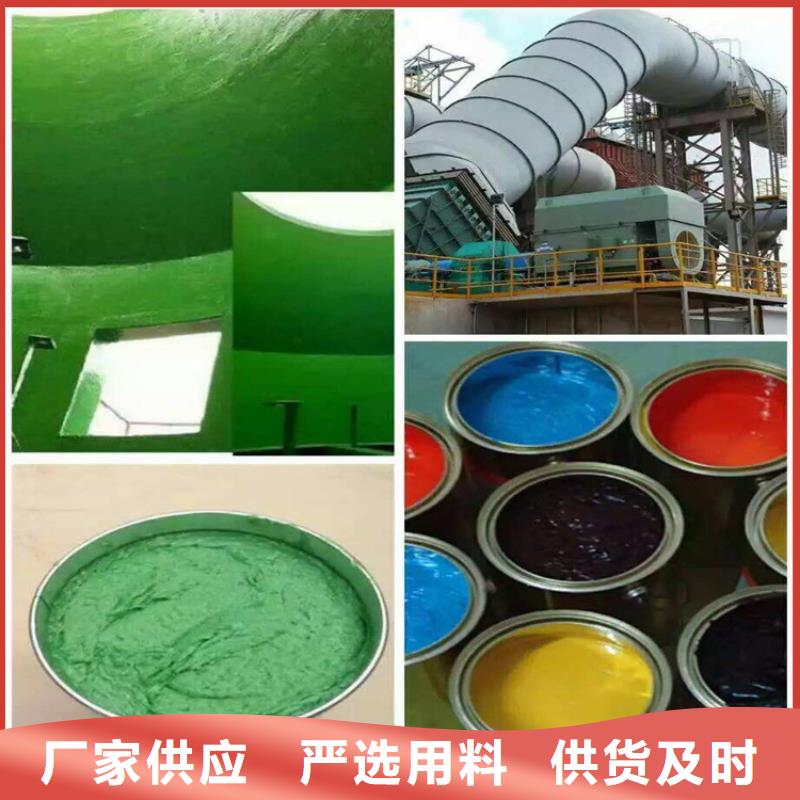
环氧乙烯基玻璃鳞片底漆耐磨胶泥面涂价格优势, 用途特点具有独特的抗渗屏蔽结构,可耐酸、碱、盐及部分有机物。优异的抗温度剧变性能和耐磨性能,湿态耐温达140℃,干态可达200℃。常温施工,施工工艺简单。优异的综合性能和粘结性。用于苛刻条件下,室内外结构、混凝土结构的防腐蚀。用于腐蚀强度中等以下的液体介质设备内衬、管道、贮槽等内外的防腐蚀。 脱硫烟道专用鳞片胶泥|脱硫烟道专用鳞片防腐胶泥|乙烯基鳞片胶泥|乙烯基鳞片防腐胶泥|鳞片防腐胶泥|鳞片胶泥|高温防腐鳞片胶泥|高温鳞片胶泥|酚醛乙烯基鳞片胶泥|环氧乙烯基鳞片胶泥|乙烯基胶泥|乙烯基酯胶泥|乙烯基酯树脂胶泥 公司是耐腐蚀树脂的专业生产厂,产品有乙烯基酯树脂、不饱和聚酯树脂、双酚A型不饱和聚酯树脂、呋喃树脂、呋喃胶泥、酚醛树脂、环氧树脂、环氧呋喃树脂、环氧鳞片胶泥、环氧鳞片涂料、乙烯基玻璃鳞片涂料(面涂、底涂)、脱硫烟道专用鳞片衬里胶泥VEGF-G、脱硫烟道专用鳞片胶泥 ... 环氧树脂玻璃鳞片底漆施工方法 脱硫塔本体内部玻璃鳞片防腐,以及部分出口烟道防腐,为此,特编制吸收塔防腐施工方案。 主要涂层结构施工工艺流程 .1脱硫塔防腐普通涂层结构玻璃鳞片施工流程 基体验收→表面净化→喷砂处理→刷涂或滚涂底涂一道→干燥→镘刮胶泥 道→检查修补→镘刮胶泥第二道→检查修补 .2脱硫塔防腐玻璃鳞片FRP增强涂层施工流程 基体验收→表面净化处理→喷砂处理→刷涂或滚涂底涂一道→干燥→镘刮玻璃鳞片胶泥 道→检查修补→镘刮玻璃鳞片胶泥第二道→树脂衬玻纤布一层→干燥→树脂衬玻纤布一层→干燥→面层涂装→终检查(电火花等)→验收 .3脱硫塔防腐耐磨玻璃鳞片涂层施工流程 基体验收→表面净化处理→喷砂处理→刷涂或滚涂底涂一道→干燥—>镘刮玻璃鳞片胶泥 道→检查修补→镘刮玻璃鳞片胶泥第二道→树脂衬玻纤布一层→干燥→耐磨层一道→干燥→树脂衬玻纤布一层→耐磨层第二道→干燥→面层涂装→干燥→终检查(电火花等)→验收 、涂层施工前主要标准要求 .1表面准备5.1.1衬里钢壳的贴衬表面必须平整,结构棱角处必须圆滑过渡,所有需内衬的横向、纵向焊接连续饱满,并同相接表面保持平滑。 1.2对需现场防腐的设备,按钢结构焊接标准的要求进行焊接,并对所有内衬的拐角和边缘进行打磨。 1.3表面上所有焊渣,采用切削的方式, 打磨至平滑。 1.4所有内、外的加固件、吊环、支撑和夹子都应在内衬施工开始前焊接到容器或管道上。临时性的夹子或吊环等在施工前必须去除,并且将该区域打磨平滑。钢壳体完成后,按德不准及图纸要求进行验收并交付防腐工作。设备贴衬表面应达到局部平整,拐角处应圆滑过渡。凸角面圆角半径大于5mm,凹角面应大于10mm.局部(包括焊接缝处)凹凸不平度应小于3mm,且通过打磨后,壳体厚度必须大于设备设计的小厚度。点蚀、裂缝、咬边、划痕、鳞皮等表面缺陷必须打磨,在需要的地方通过焊接加以修补,焊接必须打磨得平整、光滑,并且不能夹有夹渣、气孔。 喷砂施工主要工艺流程 1喷砂施工 1.1砂粒选用粒径0.5-3.0mm干燥、有菱角的矿砂。 1.2喷砂气体为0.5-0.8Mpa清洁、干燥的压缩空气。 1.3喷嘴选用:耐磨喷嘴。 1.4喷砂作业穿喷砂服,工作前检查所有管路完好畅通,才可以进行施工作业。 1.5喷砂顺序为先难后易,喷 运行方向和工件表面平行,喷 工作时与工作面呈一定角度。 2喷砂后清洁 2.1喷砂期间用大功率的防爆轴流风机进行通风除尘。 2.2表面和架板的浮灰、砂粒先用压缩空气吹扫清洁。 2.3有油污处用苯乙烯擦干净。 3工作区域气候条件控制:T=10~40C??空气相对湿度(RH)<89%. 各种涂层结构施工规范说明 1常规玻璃鳞片涂层结构(非FRP增强结构)。 1.1底漆施工 1.1.1底漆施工采用滚涂或刷涂,施工过程随时检查,流挂、漏涂等现象,用滚筒或刷子赶压平整或补刷。 1.1.2施工过程中测试湿膜厚度,小于60Um的部位补刷。 1.1.3物料配制: (1)配制比例:漆料:引发剂:促进剂=100:1.5:0.8(重量比)(或根据气候条件调节) (2)配制方法:用搅拌机先把底漆搅拌均匀,再加入引发剂、固化剂混合搅拌1—2分钟; (3)专业配料员配料和记录材料的批号、用量。 1.1.4操作要点: (1)滚涂方式为先由上下左右来回滚动,均布物料。 (2)拐角或者滚筒难以施工的部位刷涂。 (3)湿膜厚度测试每10m2不少于5点,湿膜厚度小于60um部位补涂。 1.1.5工作区域气候条件控制:(符合标准要求) 1.2 层基层鳞片衬里施工 1.2.1施工前的确认事项: (1)湿度高或有结露时必须使用除湿机除湿。 (2)确认刷完底涂后衬里面上是否有粉层或其它异物附着等。如有,必须干净。 1.2.2衬里材料的调和 (1)配制比例:漆料:引发剂:促进剂=100:1.0:0.5(重量比)(或根据气候条件调节) (2)调和后用手持搅拌机进行充分的搅拌。 1.2.3衬里施工要领 (1)使用泥抹子与辊筒进行施工,确保厚度平均且达到预期要求。 (2)用辊筒蘸取少理苯乙烯轻轻滚压涂上的鳞片,调整表面。 (3)确保每层抹的涂层平均湿膜厚度控制在0.4-0.5厘米左右。 1.3 层基层鳞片衬里中间检查 1.3.1外观检查 目视,指触检查确认无鼓泡,伤痕、流挂痕迹、凹凸不平,硬化不良等缺陷。 1.3.2膜厚检查 使用磁石式或电磁式厚度计按2m2测一处,确认衬里厚度。 1.3.3对不合格处的处理 (1)厚度不足处必须补足厚度。 (2)凸部,表面伤痕,流挂痕迹,气泡等处在确保厚度的前提下用砂轮机磨平。 1.4第二层基层鳞片衬里施工(同 层类似) 依次类推,确保每道涂层平均湿膜厚度控制在0.4-0.4 m m左右。 1.5面层施工 1.5.1施工前的确认事项 (1)湿度高或有结露时必须使用除湿机除湿; (2)确认前道基层鳞片的硬化状态。
(1)使用泥抹子与辊筒进行施工,确保使平均厚度为0.8~1.0 mm ; (2)使用辊筒醮取少量苯乙烯轻轻滚压衬里面,调整衬里面; (3)如果需要衬二道耐磨层的使用树脂贴上玻璃布后再按同样要领进行第二层施工。 7.3.6耐磨面层施工 7.3.6.1材料的调和 (1)配制比例:漆料 :引发剂:促进剂 = 100 :1.2: 0.5(重量比)(或根据气候条件调节); (2)充分搅拌,并调整至适当粘度。 7.3.6.2施工要领: (1)上下、左右滚动,均布物料; (2)拐角或者滚筒难以施工的部位刷涂; (3)施工时测试湿膜厚度,不足400μm部位补涂; (4)在涂层未固化前流淌的物料; (5)使用辊筒醮取少量苯乙烯轻轻滚压衬里面,调整衬里面。 7.3.7面层衬里终检查 在面层鳞片硬化后进行以下终检查。 外观检查:目视、指触等确认无鼓泡、伤痕、流挂、凹凸、硬化不良等缺陷。 漏电检查:使用高压电漏电检测仪扫描衬里面(速度为300~500mm/s)。确认有无针孔缺陷(检查电压为4000V/mm)。 厚度检查:使用磁性测厚仪按每2m2测一处确认衬里层的厚度。达到设计保证性能厚度。 敲击检查:使用木制小锤轻击衬里层,根据无异常声响确认衬里无鼓泡或衬里不实。 7.4FRP内插管施工规范 7.4.1需内衬的钢管仅限于碳钢管; 7.4.2内衬管应在衬里施工前安装; 7.4.3FRP管应预制螺栓孔并比实际安装长度要长; 7.4.4所有的内插管应根据的要求进行修剪出合适的角度和长度; 7.4.5FRP管的背面和及伸出须胶粘的部位应粗化表面; 7.4.6安装施工前应检查法兰的背面和接管的外表面是否粗化,如有未粗化的地方应用砂轮片或砂纸使其粗化 7.4.7在单面接管和须双法兰内衬的内插管,接管内表面从接管头部向法兰方向至少粗化25mm的距离以利于玻璃钢加强; 7.4.8FRP内插管前应检查清洁情况; 7.4.9在FRP内插管之前,钢管内表面和法兰面应喷砂、清洁、底漆; 7.4.10胶粘剂是树脂; 7.4.11用腻子刀或灰刀涂抹胶粘剂至内插管的法兰背面和接管的外表面,一般厚度在1.5mm厚,实际情况应根据其和钢管的间隙确定,以无间隙为准。 齐平内插管 (1)内插管从外部慢慢地旋转插入,利于气泡散出,直至内插管法兰和钢管法兰孔眼对齐,用绳索压紧法兰面,并用沾有苯乙烯的刷子赶尽多余的胶粘料(螺栓孔、法兰面、边角等处); (2)胶粘料固化后内插管和壁的连接处加强(用树脂浸润玻璃纤维毡)2层,加强处延伸范围至少壁75mm,内插管25mm; (3)加强层固化后进行内衬层施工,施工应覆盖加强区域; 8、内衬中的保护与隔离 8.1不需防腐内构件的屏蔽保护:内构件用三防布包覆,用胶带粘附在内构件上,内构件在和碳钢连接的部位留出30~50mm喷砂宽度。 8.2人孔/接管口采用塑料布或彩条布捆扎,防止雨水渗入。 8.3挡板用篷布遮盖,防止喷砂损伤及喷涂溅料。 8.4在膨胀节处用三防布与外界隔开,防止砂子飞溅到外部施工场地。
江西抚州君达节能科技有限公司是一家以 环氧煤沥青漆为主打产品的 环氧煤沥青漆生产厂家,江西抚州君达节能科技有限公司汇集了一批代表本行业水平的生产、管理人才,造就了一支团结奋进、严明的团队。
终检测项目主要有:
1外观缺陷检查:采用目测法(必要时可采用放大镜),涂层应均匀,无刷纹、流挂、气泡、针眼、微裂纹、杂物等缺陷,也不允许存在泛白或固化不完全。
2硬度:采用巴柯尔硬度指标,表面硬度至少大于35,一般要求表面的硬度值不低于材料性能指标提供的90%。
3针孔测试:采用直流电火花检测仪器检查测试涂层的缺陷及不连续点,以不产生击穿火花、无报警为合格。*道胶泥施工后检测电压为:5000V;第二道胶泥施工后根据不同厚度的鳞片衬里检测电压为:9000V,12000V,15000V和18000V。
5回粘测试:用溶剂浸湿干净的布,反复擦拭涂层的表面,看表面是否因溶剂的侵蚀而发粘,此方法可以有效地了解涂层的固化程度。
6厚度的测试:利用电磁厚度计与标准试块厚度比较,在整个涂层的表面测定,每平方米不少于1个点,总平均厚度应该达到设计要求。每1m至2m检测一点,平均厚度达到设计要求。
*锤击检查:用木锤轻击涂层表面,任意取点测试,不应有不正常声音。
金属表面喷砂除锈必须达到Sa2.5级,无焊渣毛刺等,表面焊缝应光滑平整,凸出高度不超过0.5mm,如超出时应用砂轮机打磨至满足要求为止。
17)金属表面处理完后,用压缩空气或吸尘器将表面清理干净,在8小时内刷一道底漆,防止金属重新生锈。
18)乙烯基酯玻璃鳞片涂层的质量控制:玻璃鳞片涂层的质量好坏直接影响其防腐蚀性能和使用寿命,因此应对玻璃鳞片涂层质量加强严格控制。
3、底漆涂刷:
3.1根据环境条件,确定固化体系加入量,以利施工。
3.2取一定量底漆料液,加入现场确定量的固化剂量,充分搅拌均匀。
3.3底漆应在喷砂清扫后8h内涂敷。涂刷前应使用易挥发溶剂将待衬面擦洗一遍,待溶液充分挥发后方可涂刷。
3.4将调配好的底层胶液,用刷子或磙子均匀地涂敷地待衬设备施工面上,严防漏涂。
3.5一次配制胶液使用时间为30~40min。混料时,应设专人掌握配料量。
4、鳞片涂料施工:
鳞片涂料因填料加入量较一般涂料量大,且为片状粒料,又加了悬浮剂,故粘度较一般涂料大得多,涂刷亦较难。故其涂刷工艺与一般涂料相比,其主要技术问题如下。
4.1、起毛的防止
鉴于鳞片涂料粘度较大,且为片状填料,在涂刷中,如刷子来回无规律的涂刷,将会因刷子毛的回带作用,使已涂刷表面起毛,导致表层疏松,产生许多孔隙。在下一道鳞片涂料涂刷时,这些孔隙就会因难以填满而产生层下气泡。此外,用贫胶的刷子有序定向涂刷亦有此效应。因此,在涂刷时,刷子应定向有序涂刷,不得来回随意或无规则刷涂。当需对涂层重复涂刷压实抹光时,刷子应蘸少量易挥发溶剂。
4.2、相交涂刷原则
在施工中,要求每道鳞片涂料相交涂刷,以使涂刷层厚度相互补偿,同时,也有利于因起毛而产生的孔隙的充填与封闭。
(1)因为在涂刷中,一刷子下去初始刷涂区总是比 终涂刷区料层厚。
(2)若总是沿同一个方面刷,一般情况下,难以保证涂层均匀。
(3)刷子断面亦有厚薄不均匀处,特别在使用贫胶刷子时。相交涂刷原则从施工规范角度改变了施工者的行为,从而改善了厚度不均程序。
5、面漆:
5.1取足够量已配制的面漆,加入适量溶剂,充分搅拌均匀。
5.2取已加入颜料的面漆适量,加入现场确定量的固化剂,充分搅拌均匀。
5.3用刷子或毛磙均匀涂刷,直至被防护面完全涂刷为止。
5.4应连续涂刷第二道面漆,时间间隔为4小时以上。
5.5 终检查应由三方,即使用方,施工方,质检方联合进行。
您是想要在江西省抚州市采购高质量的树脂玻璃鳞片胶泥质优价廉产品吗?君达节能科技有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的树脂玻璃鳞片胶泥质优价廉产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张建涛经理-13653268892,QQ:1132061688,地址:《廊坊市大城县》。







