


以下是:生产镀锌钢管质量可靠的厂家的产品参数生产镀锌钢管质量可靠的厂家_鑫昶钢铁贸易有限公司,固定电话:18902159867,移动电话:022-84890606,联系人:周斌,QQ:1064235139,东丽区发货到江苏省 南京市 玄武区、白下区、秦淮区、建邺区、鼓楼区、下关区、浦口区、栖霞区、雨花台区、江宁区、六合区、溧水区、高淳区 发货到 江苏省南京市。 江苏省,南京市 南京市地处中国东部、长江下游、濒江近海,是中国人民解放军东部战区司令部驻地,国务院规划定位的长三角辐射带动中西部地区发展的重要门户城市和东部沿海经济带与长江经济带战略交汇的重要节点城市。
为了展现生产镀锌钢管质量可靠的厂家产品的优势,我们呈现了制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
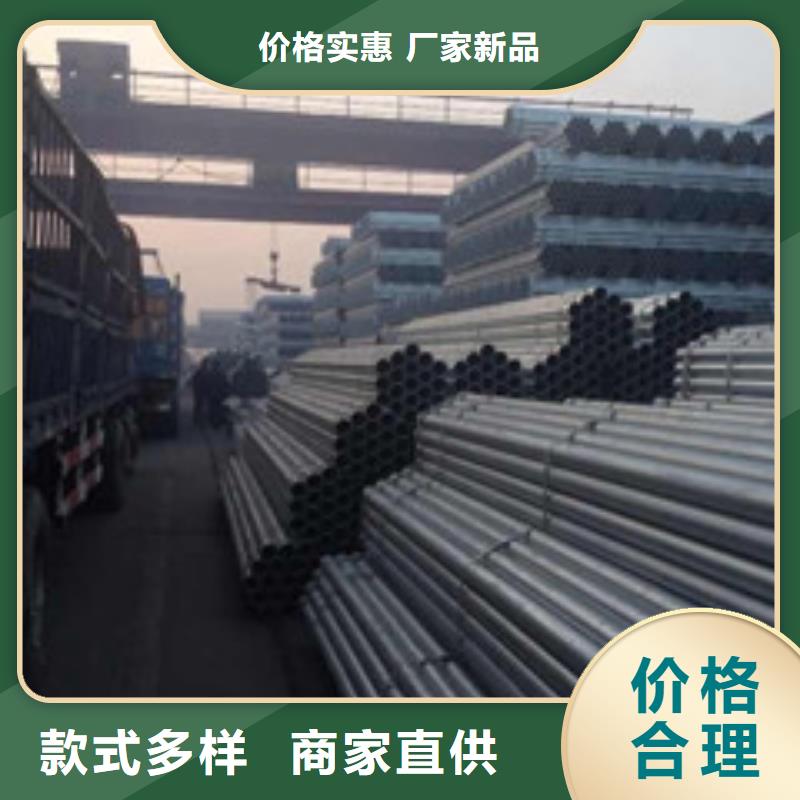
以下是:生产镀锌钢管质量可靠的厂家的图文介绍
带钢热镀锌技术开始时是应用于窄带钢生产,后来才逐渐应用于宽带钢生产。其真正发展是近30年来伴随着热轧和冷轧宽带钢的飞速发展而大规模发展起来的,且在镀锌工艺和生产设备等方面均取得了许多新的发展。具体情况如下:
(1)由1次光整到2次光整。传统热镀锌线的工艺布局均是设置1台光整机,在现代化生产汽车板的宽带钢热镀锌机组里,一般在工艺布局中设置2台光整机。第1次光整是采用四辊式光整机,把带钢表面轧平。第2次光整是采用1台二辊式光整机,使带钢表面具有一定的粗糙度。
(2)由双活套设置到三活套设置。传统热镀锌生产线均采用双活套,活套布置在工艺段的入口处和出口处。由于汽车板对板面要求极高,所以在光整5~10卷汽车板带钢后就要更换光整机的工作辊。为了实现不停机更换光整机的工作辊,提高带钢作业生产率,有些热镀锌机组在光整机前增加1个活套,这就形成三活套设置。
随着热镀锌带钢应用于汽车制造业,热镀锌机组便引入了四辊式光整机。四辊式光整机的工作辊直径较小,一般为350~620毫米,但其光整带钢的轧制力较大,一般为7~8兆牛。在高轧制力作用下,四辊式光整机不仅可以改善带钢板形、平坦度和给定粗糙度,还可以改变钢板的内部结构、钢板的屈服平台,并使钢板的屈服极限下降20~30兆泊,使钢板的深冲性能得到很大的改善。
四辊式光整机在控制板形、改善镀锌板表面质量方面明显优于二辊式光整机,我国只有攀钢和宝钢二号带钢热镀锌机组使用四辊式光整机。目前,日本已经开发出工作辊可采用不同辊径的四辊式光整机,以适应不同规格和钢种的产品对轧制力的不同要求,更好地控制带钢热镀锌机组钢板的板形和粗糙度。
技术要求
1、牌号和化学成分
镀锌钢管用钢的牌号和化学成分应符合GB/T3092所规定的黑管用钢的牌号和化学成分。
2、制造方法
黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。
3、螺纹及管接头
(a) 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。
(b)钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。
4、力学性能 钢管镀锌前的力学性能应符合GB 3092的规定。
5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。
6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。
7、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,
江苏南京鑫昶钢铁贸易有限公司主营: 镀锌无缝钢管系列产品。公司拥有专业的技术人员,产品已在全国各地广泛使用,并得到广大用户的好评。公司注重品质、严格管理,建立了健全的质保体系和售后服务体系,“以质量创品牌,以诚信创未来”是公司宗旨,公司将秉承三个服务:贴心的售前服务,专业的售中服务,完善的售后服务,随时为客户提供更优的产品解决方案及优良的服务。我公司产品符合指标要求,质量合格热忱欢迎广大客户莅临我公司参观、考察、指导工作。
在江苏省南京市采购生产镀锌钢管质量可靠的厂家请认准鑫昶钢铁贸易有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:周斌-18902159867,QQ:1064235139,地址:东丽区)。










