


以下是:优惠的不锈钢复合管护栏的产品参数
品牌 珺豪 产地 山东 规格 齐全 优惠的不锈钢复合管护栏,珺豪金属制品有限公司专业从事优惠的不锈钢复合管护栏,联系人:胡经理,电话:15615075113、15615075113,QQ:1747188098,发货地:经济开发区汇通物流园发货到浙江省 湖州市 吴兴区、南浔区、德清县、长兴县、安吉县,以下是优惠的不锈钢复合管护栏的详细页面。 浙江省,湖州市 2022年,湖州市实现地区生产总值3850.0亿元,其中,产业增加值161.1亿元,第二产业增加值1966.2亿元,第三产业增加值1722.7亿元,三次产业增加值结构为4.2:51.1:44.7。按常住人口计算的人均GDP为112902元。
文字的描绘可能无法完全捕捉优惠的不锈钢复合管护栏产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:优惠的不锈钢复合管护栏的图文介绍
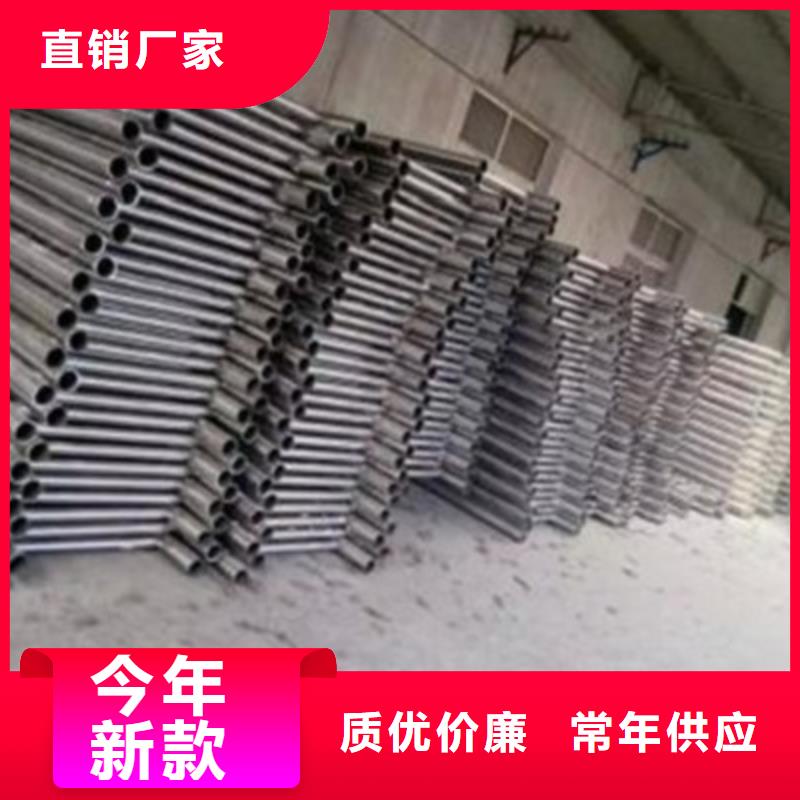
不锈钢复合管护栏焊接要领
1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm
2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。
3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。
公路护栏是为了更好的维持交通秩序,但是公路防护栏如何延长使用寿命呢。进行浸塑是防腐的方法之一,现在国内比较成熟的作法是:粉末浸塑法,它起源于流化床法,所谓的流化床初是在温克勒气体发生炉上应用于石油分解,进而了固气两相工艺,后逐渐用于金属涂塑方面。 我们知道流化床是固体流态的第段(阶段为固定床阶段,第段为气流输送阶段),在固定床的基础上继续增大流速(W),床层开始和松动,床层高度开始增加,每个粉末颗粒被浮起,因而离开原来位置作一定程度的移动,这时便进入流化床阶段。 所以有时仍叫"流化床包覆法",实际过程是把粉末涂料加入底部多孔透气的容器(流动槽)中,由鼓风机从下送入经过处理的压缩空气,使粉末涂料达到"流化状态"。成为均匀分布的细散粉末。bc段说明流化床内粉层,其高度(I)随着气体速度的增大而增加,但床内压强(△P)并不增大,在一定范围内变动流速而不影响流体所需的单位功率,这是流化床的特征,正是利用这一特点来进行涂装工艺实施的。 流化床内粉末流化状态的均匀性是保证涂膜均匀的关键。在粉末涂装上用的流化床属于"竖式流态化",流化数必需经过试验找出,一般以能够涂敷即可,流化床内粉末的悬浮率可达30~50%。浸塑方法如下:例如:经过除油预热到粉末涂料熔融点以上,浸渍到流化床中后塑粉会均匀粘附,然后塑化高分子交联流平成钢塑复合制品.。
浙江湖州珺豪金属制品有限公司坚持“用专业说话”的设计哲学及丰富的视野,始终聚焦客户需求,坚持自主研发,坚持以人为本,注重人才培养,致力于企业文化建设,全体员工精诚团结、不断创新;并与国内外数千家企业建立了长期稳定的合作关系,力争为用户提供优质的 不锈钢复合管护栏厂家产品、优质的服务,的解决方案,为我国 不锈钢复合管护栏厂家行业的发展做出巨大的贡献。
在浙江省湖州市采买优惠的不锈钢复合管护栏到珺豪金属制品有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:胡经理-15615075113,QQ:1747188098,地址:《经济开发区汇通物流园》。






