


以下是:采购不锈钢电解抛光设备必看-来电咨询的产品参数
名称 电解抛光设备 功率 15KW 型号 JHJ-605 采购不锈钢电解抛光设备必看-来电咨询,金辉杰电解抛光设备厂为您提供采购不锈钢电解抛光设备必看-来电咨询产品案例,联系人:罗生,电话:0755-89233277、18124592824,QQ:295415397,发货地:龙岗区横岗塘坑路发货到安徽省 黄山市 屯溪区、徽州区、歙县、休宁县、黟县、祁门县。 安徽省,黄山市 1987年11月,国务院批复撤销徽州地区、屯溪市和县级黄山市,设立地级黄山市。1988年4月,地级黄山市正式成立。黄山市是杭州都市圈成员城市,皖南国际旅游文化示范区核心城市,文化生态保护区。黄山古属吴越,既是徽商故里,又是徽文化的重要发祥地,新安画派、新安医学、徽派建筑、徽州四雕、徽派盆景等影响深远,徽剧是京剧的前身,徽菜是中国八大菜系之一。黄山市境内的黄山为世界自然与文化双遗产,皖南古村落西递、宏村为世界文化遗产。
不要满足于简单的文字描述,点击我们的采购不锈钢电解抛光设备必看-来电咨询产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:采购不锈钢电解抛光设备必看-来电咨询的图文介绍
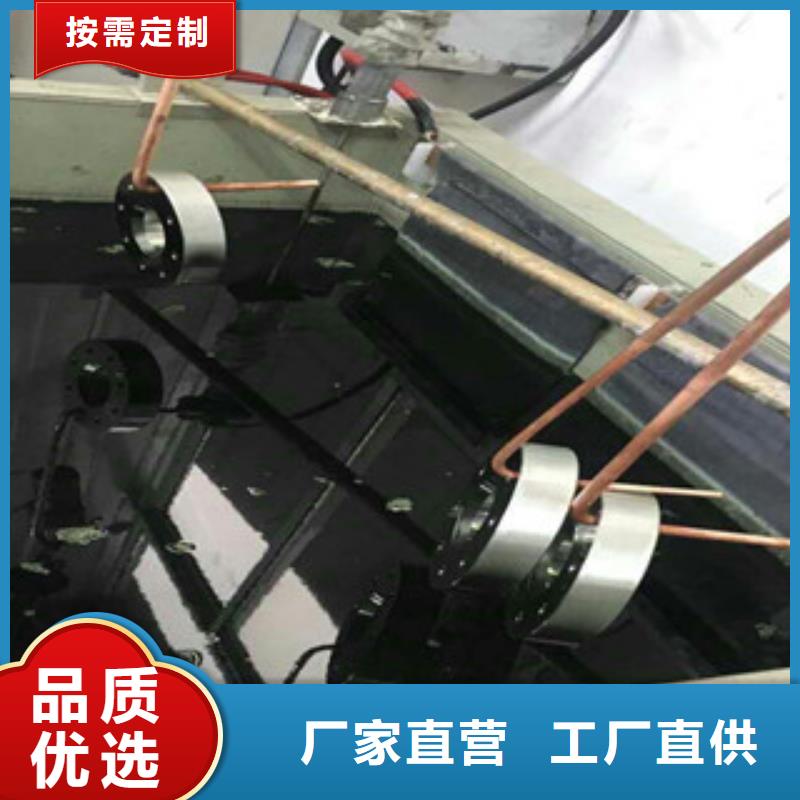
原理利用电解化学反应变化使零件表面平整光,不锈钢电解抛光是以被抛工件为阳极,不溶性金属为阴极,两极同时浸入到电解槽中,通以直流电而产生有选择性的阳极溶解,工件表面逐渐整平,从而达到工件增大表面光亮度的效果。原理,不锈钢电解抛光原理被大家公认的主要为黏膜理论。该理论主要为:工件上脱离的金属离子与抛光液中的磷酸形成一层磷酸盐膜吸附在工件表面,这种黏膜在凸起处较薄,凹处较厚,因凸起处电流密度高而溶解快,随黏膜流动,凹凸不断变化,粗糙表面逐渐被整平的过程。优点内外色泽一致,光泽持久,机械抛光无法抛到的凹处也可整平。生产效率高,成本低廉。增加工件表面抗腐蚀性,适用于所有不锈钢材料。所需条件,不锈钢电解抛光对电源波形要求不是太严格,可选用可控硅或高频。空载电压:0—20v工作电压低于6v,抛光速度慢,光亮度不足。电解槽及配套设施(阳极棒)可选用聚氯乙烯硬板材焊接而成。在槽上装三根电极棒,中间为可移动的阳极棒,接电源阳极(或正极),两侧为阴极棒,连接电源阴极(负极)。
加热设施及冷却设备.加热可选用石英加热管,钛加热管。冷却可选用盘管,盘管可加热可冷却。夹具 选用钛做挂具,因为钛较耐腐蚀,寿命长,钛离子对槽液无影响。建议 不要用铜挂具,因为铜离子进入会在不锈钢表面沉积一层结合力不好的铜层,影响抛光质量。铜裸露部位可用聚氯乙烯胶烘烤成膜,在接触点刮去绝缘膜。
使用方法:
1、工艺:(除油除锈活化→水洗→晾干)→电解抛光→水洗→钝化→水洗→中和→水洗;
2、原液使用,铅板做阴极(负极),不锈钢工件做阳极(正极),温度为 45-65度,电流密度为10-25安培/平方分米,电压8—10伏,电解时间5-8分钟。(根据用户不同的要求可浸5-40分钟)
电化学抛光应持续的时间,要收到下列因素的影响。
1.被抛光零件的材料及其表面的预处理程度。
2.阳,阴极间的距离。
3.电解液的抛光性能及温度.
4.电解抛光过程使用的阳极电流密度的大小及槽电压的高低。
5.工艺上对抛光表面光亮度的要求等。
因此,电解抛光的持续时间,是一个可变性较大的参数。对于一个确定的电抛光体系,应有一个适合的时间范围,是获得预期抛光效果的必要条件。应当指出,在适当的时间范围内,抛光效果与时间成正比。超出这个时间范围时,抛光效果就会降低,甚至适得其反,发生腐蚀。这是由于电极表面电解液因电流长时间通过而使温度升高的结果。
国内大多数人喜欢使用大阳极电流,小极间距离来适当缩短电解抛光的持续时间,以获得较好的抛光效果和效率。这与国外恰恰相反,他们通常采用小电流,大极间距离进行抛光加工,这是需要的抛光时间就会长些。
安徽黄山金辉杰电解抛光设备厂以品质精良,技术创新、诚信经营向国内外用户提供性价比高的产品。过硬的产品质量,可以获得更多客户的称赞。
选购采购不锈钢电解抛光设备必看-来电咨询来安徽省黄山市找金辉杰电解抛光设备厂,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:罗生-18124592824,{QQ:295415397},地址:[龙岗区横岗塘坑路]。









