
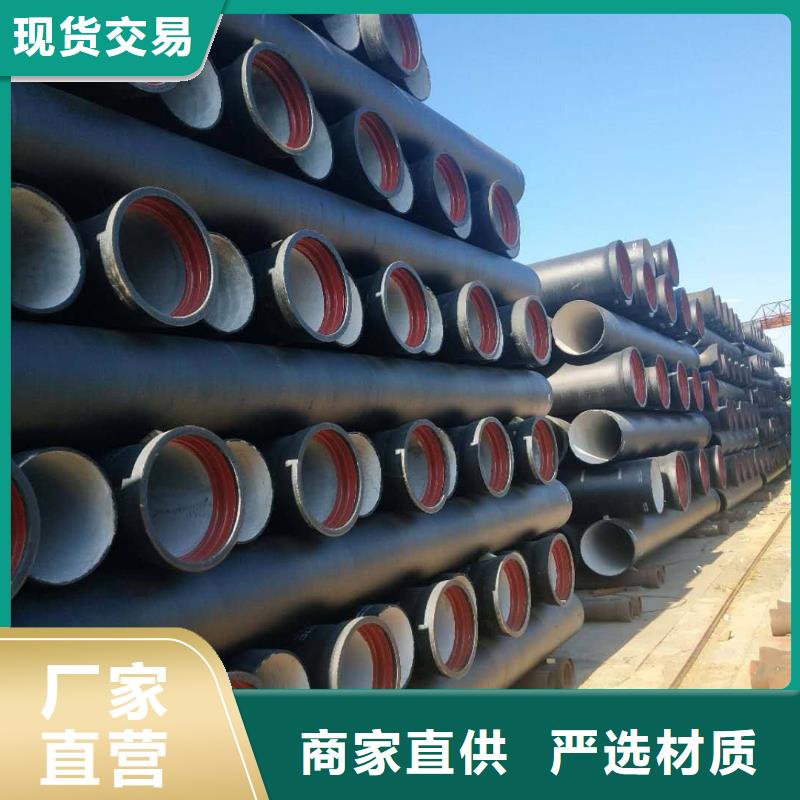
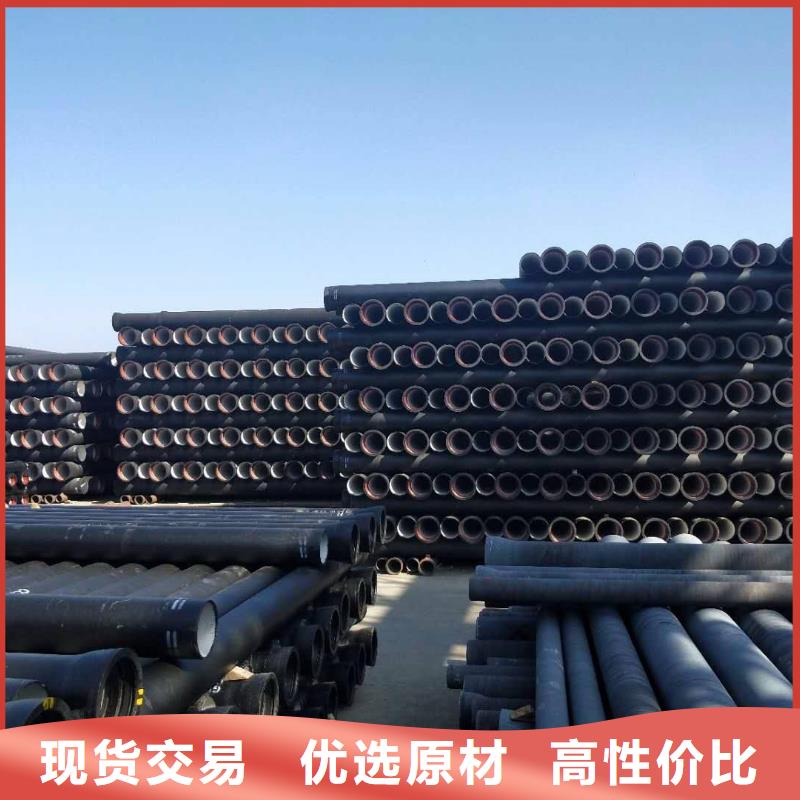
以下是:常年供应新兴铸铁管-大型厂家的产品参数
最小起订 1顿 质量等级 国标 是否厂家 厂直发 产品材质 球墨铁 产品品牌 新兴,京东,圣士达 产品规格 80-2600 发货城市 北京,唐山,山西 产品产地 唐山,山西 加工定制 特殊口径 产品型号 80-2600 可售卖地 全国 产品重量 77kg起 产品颜色 黑色 质保时间 1年 外形尺寸 6米长 适用领域 给水,消防,中水,排水 是否进口 否 质量认证 GB/T13295 常年供应新兴铸铁管-大型厂家,保信恒远商贸有限公司为您提供常年供应新兴铸铁管-大型厂家产品案例,联系人:刘伟,电话:13261219771、13261219771,QQ:1642723241,发货地:北京市昌平区北清路1号院3号楼12层2单元1503A室发货到甘肃省 武威市 凉州区、民勤县、古浪县。 甘肃省,武威市 2022年,武威市地区生产总值663.4亿元,比上年增长6.0%。
深入了解常年供应新兴铸铁管-大型厂家产品,一部视频就够了,快来观看!以下是:常年供应新兴铸铁管-大型厂家的图文介绍甘肃武威保信恒远商贸有限公司位于[地址。经营范围包括 球墨铸铁管。我公司以科学的管理、准确的检测、周到的服务满足广大客户的需求,在本行业中一直拥有良好的声誉,并赢得了客户的广泛好评。现代企业的管理方法,立足于产品的质量管理。以其优异的品质、新颖的设计、合理的价格、完善的服务是公司不断孜孜追求的目标。品牌、销售和网络服务支撑了公司市场地位的竞争要素,精心编织销售和网络服务,建立和完善市场快速反应机制,适应市场变化的随机性,满足市场产品需求的多样性。
力学性能(1)抗拉强度表3.1-1铸件类型小抗拉强度 σb,MPa小伸长率 δ5,%DN40~2600DN40~1000DN1100~2600离心球墨铸铁管420107管件、非离心球墨铸铁管42055注1:根据供需双方的协议,可检验屈服强度(σp0.2)的值。其中当DN40~1000,δ5≥12%时,允许σp0.2≥270MPa;或当DN>DN1000,δ5≥10%时,允许σp0.2≥270MPa,其他情况下σp0.2≥300MPa。注2:DN40~1000的离心球墨铸铁管壁厚等级超过K12时,小伸长率为7%。(2)布氏硬度直管、管件和附件的硬度是指用标准的工具可以对其进行切割、钻孔、打眼/或机械加工的硬度。如有争议,可进行硬度试验。离心球墨铸铁管的布氏硬度值不得超过230HB,非离心球墨铸铁管、管件和附件的布氏硬度值不得超过250HB。焊接部件的焊接受热区的布氏硬度值可高些。
名称:球墨铸铁管壁厚控制方法 球墨铸铁管壁厚控制方法技术领域 本发明属于离心浇注球墨铸管壁厚精准控制的范畴。 背景技术: 新版IS02531标准(球墨铸铁管国际新标准)的推行和实施,一方面有利于推行节约化生产,提高材料的利用率,有利于可持续发展;另一方面,国内几乎所有铸管企业的装备都不能完全满足新标准铸管的生产。作为年生产量三分之一需要出口的外向型企业,开发新装备满足新标准铸管生产、突破新的技术壁垒成为我们研究的紧迫任务之一。新标准球墨铸铁管的主要特点管壁薄,防腐性能高;强度高;绿色环保理念。国内龙头企业在两三年前开始尝试生产符合新标准的球墨铸铁管,但由于薄壁管壁厚以及管壁均匀性难以控制,导致生产产品不符合标准,废品率高,生产成本居高不下。主要原因在于设备控制的度达不到要求。发明内容 为了克服现有技术的缺点,本发明提供一种球墨铸铁管壁厚控制方法,可以大幅提高产品合格率,降低生产成本。 本发明解决其技术问题所采取的技术方案是它包括 离心浇注铁液流量控制扇形包浇注倾翻角速度设定值为αX,通过编码器反馈的扇形包倾翻角速度为αP,扇形包浇注时,通过PID控制器,不断调整比例阀的给定电压值Ui,使扇形包倾翻角速度αρ与设定速度αχ保持一致; 和主机轴向运行控制主机行走速度设定值为Vx,通过主机主油缸内置编码器反馈的主机实际行走速度为Vp,主机在行走过程中时刻对比Vx与Vp的值,通过PID控制器改变伺服阀的给定电压值Ui,调整伺服阀的开口度,使主机行走速度Vp与设定速度Vx保持一致。 本发明可以大幅提高产品合格率,降低生产成本。 下面结合附图和实施例对本发明进一步说明。 图I为本发明离心浇注铁液流量控制原理图2为本发明主机轴向运行控制原理图。 具体实施方式 如图I所示,离心浇注铁液流量控制扇形包浇注倾翻角速度设定值为αX,通过编码器反馈的扇形包倾翻角速度为αρ,扇形包浇注时,通过PID控制器,不断调整比例阀的给定电压值Ui,使扇形包倾翻角速度αP与设定速度αχ保持一致。浇注过程中,扇形包稳定的浇注倾翻速度,保证了流入主机内铁水的均匀性。 所述的离心浇注铁液流量控制包括浇包液压控制浇包液压控制主阀采用伺服阀,与扇形包转轴上的高精度码盘组成闭环控制系统。该控制系统的响应灵敏度可达到(O.1%的精度,结合电气控制系统,保证浇包能按设定的速度和曲线进行工作。 如图2所示,主机轴向运行控制主机行走速度设定值为Vx,通过主机主油缸内置编码器反馈的主机实际行走速度为Vp,主机在行走过程中时刻对比Vx与Vp的值,通过PID控制器改变伺服阀的给定电压值Ui,调整伺服阀的开口度,使主机行走速度Vp与设定速度Vx保持一致。 主阀芯通过内置传感器与相应电子放大器相连,主阀芯的位置随着给定值在放大器加法点产生的差动电压的变化而变化。通过电子放大器给定值和实际值比较后的控制偏差,并产生电流输入先导阀比例电磁铁,从而控制主阀芯行程和阀口开度。 外环控制用高性能PLC控制主机的行走速度。该控制系统的响应灵敏度可达到(O.2%的精度;油缸的重复定位精度可达到2μm。 所述的主机轴向运行控制包括主机油缸液压控制,主机油缸液压采用差动回路。保证主机油缸能实现闻速运行,闻速度达到1000mm/s,提闻整体设备的生广节奏;主阀采用高频响伺服比例阀,主阀的流量可提高到1600L/min;主机油缸安装内置传感器,与伺服比例阀组成闭环控制系统,该控制系统的响应灵敏度可达到O.1%的精度;油缸的重复定位精度可达到2μm。主机的行走与翻包的速度按设定的程序相互协调,保证生产出来的管子壁厚均匀,从而提高管子的产量和质量。 主机油缸在高速工作的过程中减速时,压力油管道会产生压力波动而造成主机设备振动,在主油缸液压控制系统中设置了溢流装置,用于减少和系统中的压力波动,保护主油缸能平稳运行。 主机油缸在减速过程中,由于速度过快,在油缸的进油腔会产生吸空,造成油缸振动。在液压系统中专丨]设计了快速补油系统,在油缸吸空时能快速将油补进,减少设备振动的发生。 权利要求 1.一种球墨铸铁管壁厚控制方法,其特征在于它包括离心浇注铁液流量控制扇形包浇注倾翻角速度设定值为αχ,通过编码器反馈的扇形包倾翻角速度为αP,扇形包浇注时,通过PID控制器,不断调整比例阀的给定电压值Ui,使扇形包倾翻角速度αP与设定速度αX保持一致;和主机轴向运行控制主机行走速度设定值为Vx,通过主机主油缸内置编码器反馈的主机实际行走速度为Vp,主机在行走过程中时刻对比Vx与Vp的值,通过PID控制器改变伺服阀的给定电压值Ui,调整伺服阀的开口度,使主机行走速度Vp与设定速度Vx保持一致。 2.根据权利要求I所述的球墨铸铁管壁厚控制方法,其特征在于所述的离心浇注铁液流量控制包括浇包液压控制浇包液压控制主阀采用伺服阀,与扇形包转轴上的高精度码盘组成闭环控制系统。 3.根据权利要求I所述的球墨铸铁管壁厚控制方法,其特征在于所述的主机轴向运行控制包括主机油缸液压控制,主机油缸液压采用差动回路。 全文摘要 本发明涉及一种球墨铸铁管壁厚控制方法。它包括离心浇注铁液流量控制扇形包浇注倾翻角速度设定值为αx,通过编码器反馈的扇形包倾翻角速度为αp,扇形包浇注时,通过PID控制器,不断调整比例阀的给定电压值Ui,使扇形包倾翻角速度αp与设定速度αx保持一致;和主机轴向运行控制主机行走速度设定值为Vx,通过主机主油缸内置编码器反馈的主机实际行走速度为Vp,主机在行走过程中时刻对比Vx与Vp的值,通过PID控制器改变伺服阀的给定电压值Ui,调整伺服阀的开口度,使主机行走速度Vp与设定速度Vx保持一致。可以大幅提高产品合格率,降低生产成本。 文档编号B22D13/12GK102935497SQ20121042738 公开日2013年2月20日申请日期2012年10月31日优先权日2012年10月31日 发明者李九狮,徐宏英,王亚飞,张韬申请人:新兴河北工程技术有限公司
产品标准GB/T 13295-2013 水及燃气管道用球墨铸铁管、管件和附件GB/T 17457-1998 球墨铸铁管水泥砂浆离心法衬层一般要求GB/T 17458-1998 球墨铸铁管水泥砂浆离心法衬层新拌砂浆的成分检验GB/T 17459-1998 球墨铸铁管沥青涂层GB/T 17456 球墨铸铁管外表喷锌GB/T 17219-1998 生活饮用水输配水设备及防护材料的性评价标准工程标准《建筑给水排水及采暖工程施工质量验收规范》GB50242-2002
您是想要在甘肃省武威市采购高质量的常年供应新兴铸铁管-大型厂家产品吗?保信恒远商贸有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的常年供应新兴铸铁管-大型厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:刘伟-13261219771,QQ:1642723241,地址:《北京市昌平区北清路1号院3号楼12层2单元1503A室》。














