以下是:金属热喷铝喷锌加工单位的产品参数
电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 金属热喷铝喷锌加工单位,华电高空工程有限公司为您提供金属热喷铝喷锌加工单位,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,请联系华电高空工程有限公司,发货地:人民路金融城发货到青海省 海东市 。 青海省,海东市 海东市,青海省辖地级市,因位于青海湖以东而得名,属于黄土高原向青藏高原过渡镶嵌地带,属半干旱大陆性气候,全市总面积1.32万平方千米。截至2022年底,全市辖2个区、4个县,常住人口135.5万人。
我们为您呈现了一部精彩绝伦的金属热喷铝喷锌加工单位产品视频,让您感受产品的独特之处。以下是:金属热喷铝喷锌加工单位的图文介绍
钢结构喷锌喷铝、钢箱梁桥喷锌喷铝、钢电视铁塔喷锌喷铝、大楼天线喷锌喷铝、送变电站机架喷锌喷铝、电力塔架喷锌喷铝、风电设备喷锌喷铝、石化储罐喷锌喷铝、
本公司专业承揽各种桥梁、铁塔、护栏、管道、船舶、矿井防腐、码头、石油化工储罐、防盗网等所有大小型钢铁件。这些钢铁构件因长期暴露在大气中,受到环境污染或日晒雨淋的侵蚀,被迅速氧化,严重影响钢铁件的外观及使用寿命。我司采用先进工艺的热喷锌、热喷铝,对钢铁表面保护起到长效之目的,正常使用情况下,可15年以上无需保养。如在锌、铝涂层外加封闭剂可大大延长涂层寿命,美观耐用。在这双重复合涂层作用下,其使用寿命更长。欢迎广大客户来电咨询!
公司拥有成熟的热喷涂施工队伍,拥有美国进口TAFA超音速电弧喷涂、等离子喷涂等12台套喷涂施工设施。主要承接喷锌、喷铝、喷铜、喷不锈钢、喷锌铝合金、喷焊、喷漆、喷砂除锈、达克罗、喷塑等各种喷涂工程,可以制作耐磨涂层、防腐涂层、导电涂层、抗热涂层、工艺装饰等各种特殊涂层。因此他可以在设备修复中修旧利费,使报废的零部件起死回生,也可以在新产品制造中进行强化与保护使其,防腐寿命高可达50年。
青海海东华电高空工程有限公司经过近几年来的业务发展,本公司已具备 烟囱维修加固防腐类行业的实用技术,完善的服务体系,开拓出国内的广大应用市,服务于全国。
采用热喷涂电弧喷铝的方法耐腐蚀能力 1. 施工工序 工程的防腐施工在钢桁架及上、下次梁构件制作完成后进行。施工顺序:生产准备→构件表面处理→构件热喷锌→构件封闭处理→构件喷锌质量检测。其中构件表面处理、构件热喷锌是工程的主要工序。 2. 施工准备 1、做好构件交接工作、确定施工的生产组织方式、施工机具的配置(6m3/min空压机两台、储气罐两台、无污染喷砂机两台、油水分离器四个、砂罐两个、SAP-1型喷枪四把、磁性测厚仪两台等)。 2、施工之前作到三通一平。机械安装调试。现场所有的压力设备必须复检合格,方可使用。 3、按品种、规格分类堆放构件并有明显标识。堆放要减少构件的变形和锈蚀,钢桁架构件要堆放在枕木上其间距以不引起桁架变形为宜。 4、原材料必须以二检合格,具有出厂合格证及材质证明书方可使用。 3. 构件表面处理 1、 钢结构的表面处理对热喷涂涂层与基体的结合性能有很大影响。针对本工程的实际情况,钢结构表面处理采用压力式喷砂除锈法,这种施工方法即可使基体表面清洁度达到要求,也可使基体表面粗糙度达到要求。由于施工区域不同,喷砂选用不同的枪头喷射。钢桁架主梁等大面积工作区域采用150mm枪头,并配粉尘回收装置。角钢及钢桁架腹杆角钢夹缝工作区域采用12 mm枪头。 (1 ) 施工工艺:检查压力表、胶管、喷砂枪等机具正常→压缩空气进入储气罐经油,水分离器洁净→ 打开砂罐进气阀待罐内压力达到平衡→打开罐底气阀将砂粒喷射到金属基体表面。 (2)砂选用干燥、清洁、有棱角的河砂,砂的粒径为0.5~2.0mm。 (3) 喷砂施工时,施工环境相对湿度不应大于85%。构件要保持干燥。加工处理的钢材表面呈现灰白色为佳,除锈等级达到Sa3级。钢材表面粗糙度为RZ40~80 um。 (4) 除锈合格后,应在短时间内进行热喷锌处理。在晴天或不太潮湿的天气,间隔时间不得超过12小时;在雨天,潮湿天气下,间隔时间不得超过2小时。 4、 影响喷镀层的原因 钢结构表面处理好坏是影响其镀层的保护年限和保护效率的主要原因,而影响表面处理的根本原因是:压缩空气的压力、喷射角度、喷射距离。 (1) 压缩空气压力范围:压缩空气压力一般在6~7KG/cm2。因在不同的压力下,表面的电极电位值不同,所以镀层的结合强度就不同。随着空气压力的增加表面的粗糙度增加,镀层与基体之间的结合力将会上升,当空气压力增加到7KG/cm2时其镀层结合力达到高点。 (2)喷射时间:喷射时间的长短,对基体表面电极电位、粗糙度和喷涂层的结合强度有直接影响。根据实际操作可知喷射在20秒时粗糙度在40~60 um,镀层有较高的结合强度值。4.2.3喷射角度及喷射距离:喷射角度是指喷射的砂粒射流中心束和基体表面的夹角。在其它条件不变情况下,喷射角度为75℃佳。喷射距离是指喷枪嘴与工件表面的距离。在其它条件不变的情况下喷射距离在180~200mm时,无
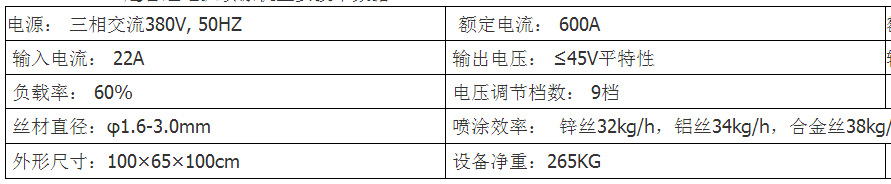
SX-400/SX-600超音速电弧喷涂设备构成
本套设备由高速电弧喷枪、电弧喷涂电源组成。(内设送丝机构、控制系统和
压缩空气系统。送丝分类有拉式机和推式机) 可根据用途选购拉式机或推式机.
另需配套设备:空气压缩机、喷砂机、空气滤清器、放丝盘架。
性能优点:
采用一体式电控气、电开关,操作更方便,可实现长距离登高作业。
粒子飞行速度达420m/s以上。
轴向气流速度达600m/s。
涂层沉积率大于75%。SX-400/SX-600主要技术参数:

选购金属热喷铝喷锌加工单位来青海省海东市找华电高空工程有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:朱雄飞-15380593638,{QQ:784669153},地址:[人民路金融城]。