

以下是:27simn绗磨管如何选择的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 27simn绗磨管如何选择,九冶管业有限公司为您提供27simn绗磨管如何选择的资讯,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,发货地:丁块工业园发货到江苏省 无锡市 崇安区、南长区、北塘区、锡山区、惠山区、滨湖区、江阴市、宜兴市。 江苏省,无锡市 无锡市是江南文明、吴文化的重要发源地,传说因锡山锡矿挖尽而得名无锡,在商代末年即有文字记载。汉高祖五年(前202),始置无锡县,后长期属常州府。民国十六年(1927)起,直属江苏省。1949年4月23日,无锡县升为无锡市。无锡市人文气息浓厚,诞生过钱锺书、秦邦宪、荣毅仁、阿炳、徐悲鸿等历史名人。无锡市是重要的风景旅游城市、历史文化名城,境内有鼋头渚、灵山大佛、惠山古镇、东林书院、南禅寺、清名桥历史文化街区等景点。
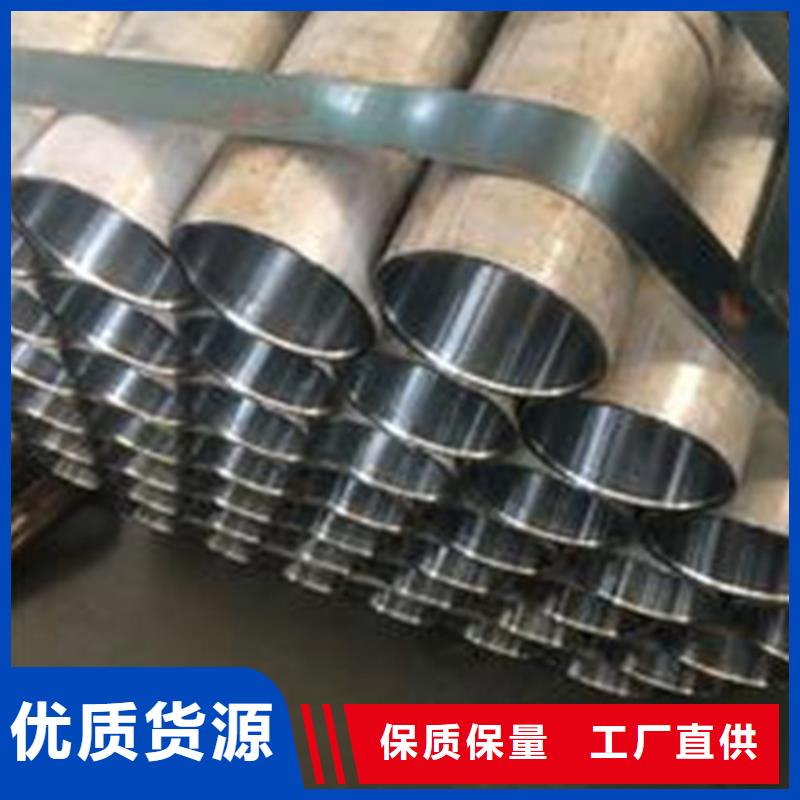
别再错过任何细节!花费一分钟观看27simn绗磨管如何选择产品视频,让您的购买决策更加明智。以下是:27simn绗磨管如何选择的图文介绍
精密绗磨管上半年因为品种表现差异的关系,冷轧重点下游汽车行业的低迷因素,在供应没有主动减产前期,冷轧现货价格遇涨难涨,遇跌超跌的表现,导致热冷价差快速收缩;后期随着钢厂亏损以及订单不佳的双重因素叠加,各大钢厂均加入主动减产的行列,冷轧供需矛盾得到释放,尤其在8-9月份需求小幅回暖期间,冷轧现货价格更是表现坚挺,从而恢复了热冷价差。但随之,随着价差的恢复,冷轧表现一般的基本面很难以支撑价差的进一步扩大,因此一旦市场大环境有明显的波动,后期冷轧的价格压力还是存在
为了使薄壁气缸管的生产效率更高,我们采取了新的生产工艺,通过强力研磨、自动化研磨的方式来生产。其中自动化研磨又包括使用电力或者超声波的研磨方式来完成生产任务。好的生产工艺,对于生产效率的提高是必然的,近年来,我们使用以上几种研磨方式来生产研磨管,获得了很大成效,对于内圆外圆的研磨已经不再是问题,相信在我们不断的努力中,一定能取得更好的工艺发展。
江苏无锡九冶管业有限公司拥有多名国内【绗磨管】业精英,立足高的起点、高的质量和良好的服务团队,努力打造世博品牌,争创国内优质的【绗磨管】公司。
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
在江苏省无锡市采买27simn绗磨管如何选择到九冶管业有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-17706353138,QQ:1958857549,地址:《丁块工业园》。












