


以下是:无缝弯头厂家的产品参数
品牌 河北博创 产地 河北 材质 碳钢 无缝弯头厂家,博创管道装备有限公司专业从事无缝弯头厂家,联系人:蒋彦博,电话:0317-6199111、13303177556,QQ:710809341,发货地:五里窑工业区发货到湖北省 荆门市 东宝区、掇刀区、京山市、沙洋县、钟祥市,以下是无缝弯头厂家的详细页面。 湖北省,荆门市 荆门市是长江经济带重要节点城市,具备“铁、水、公、空、管”五位一体的现代立体综合交通运输体系;境内有焦柳、长荆、荆沙、蒙华等铁路,呼南高铁与沿江高铁于此交汇;汉江荆门组合港,通江达海;沪蓉、二广、随岳、枣潜高速,纵横交织;境内主要风景名胜有明显陵、漳河风景区、玉珑温泉等。
文字再美,也抵不过视频中的无缝弯头厂家产品真实呈现,赶快点击观看吧!
以下是:无缝弯头厂家的图文介绍湖北荆门博创管道装备有限公司选用的 焊接异径管材质符合标准,企业严把质量关,做到不合格不出厂。经营理念:以市场为导向、以用户为中心、追求卓越。质量方针:专业创造价值,质量铸就品牌。公司宗旨:经济讲效益,管理讲制度,办事讲原则,工作讲效率。期待与您合作共赢。
弯头是改变管路方向的管件。弯头的分类方法有很多种。按照生产工艺可分为:冲压弯头、铸造弯头、高压弯头等。高压弯头的主要应用于高压管道转弯处。在使用高压弯头时,我们需要注意以下几点:1、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时,防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。
2、为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。3、高压弯头焊后硬化性较大,容易产生裂纹。若采用同类型的高压弯头焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。
若焊件不能进行焊后热处理,则应选用高压弯头焊条。4、为改善耐蚀性能及焊接性而适当增加适量性元素Ti、Nb、Mo等,焊接性较高压弯头好一些。采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。
若焊件不能进行热处理,则应选用铬镍不锈钢焊条。5、高压弯头具有一定的耐蚀(氧化性酸、有机酸、气蚀)、耐热和耐磨性能。通常用于电站、化工、石油等设备材料。高压弯头焊接性较差,应注意焊接工艺、热处理条件及选用合适电焊条。
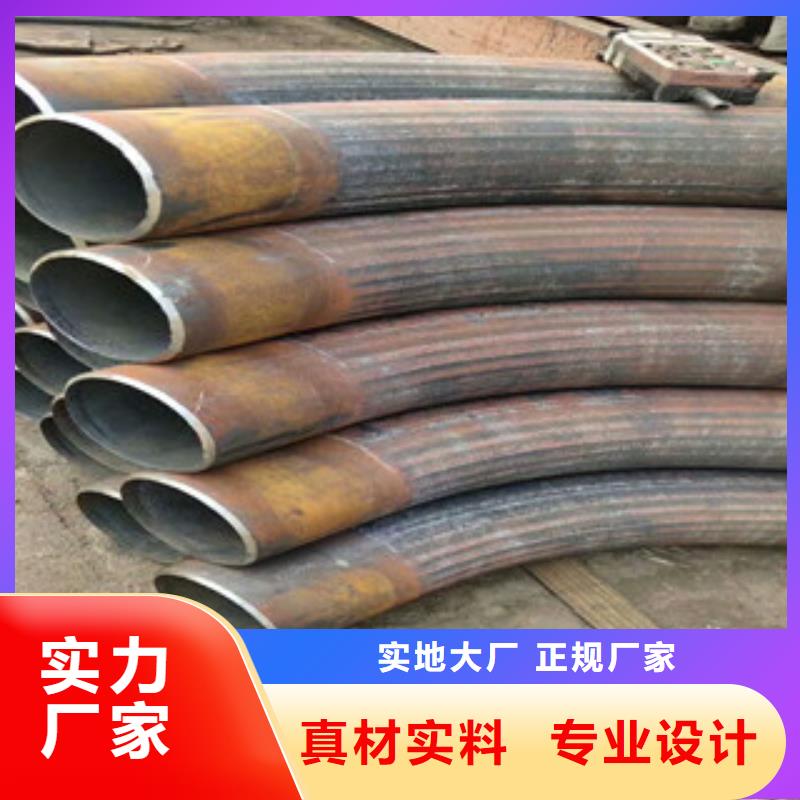
弯头作工艺要求控制曲率半径。比如半径长度为1.5D,那么曲率半径必须在所要求的公差范围之内。由于这些管件大多数用于焊接,为了焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定,几何尺寸上比管件多了很多项。
热推弯头成形工艺具有外形漂亮、壁厚均匀和接连作业,适于大批量出产的特色,因此成为碳钢、合金钢弯头的首要成形办法,并也应用在某些标准的不锈钢弯头的成形中。法兰用途:广泛应用于水利,电力,电站,管道配件,工业,压力容器等。
管件内径由定径机钻头的外径长度来确定。由于采用了耐酸和耐碱的人工合成原料,不会和矿渣发生反应,同时由于这种材料多为高温合成原料,晶体发育好,结构完整,环境温度不会对它造成大的影响,属环境惰性材料,因而对环境性差。
热推成形
热推弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。
成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。
在湖北省荆门市采买无缝弯头厂家到博创管道装备有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:蒋彦博-13303177556,QQ:710809341,地址:《五里窑工业区》。







