


以下是:锅炉水冷壁喷涂专业市场喷涂的产品参数
山东锅炉热喷涂 山东 锅炉水冷壁喷涂专业市场喷涂_宏合集团,固定电话:13780722348,移动电话:06358655311,联系人:张经理,QQ:594476388,开发区发货到西藏 山南市 乃东区、扎囊县、贡嘎县、桑日县、琼结县、曲松县、措美县、洛扎县、加查县、隆子县、错那市、浪卡子县 发货到 西藏山南市。 西藏自治区,山南市 山南市,史称“雅砻”,是西藏自治区下辖地级市。位于东经90°14"至94°22"、北纬27°08"至29°47"之间,地处青藏高原冈底斯山至念青唐古拉山脉以南的雅鲁藏布江中下游,北接西藏首府拉萨市,西与日喀则市毗邻,东与林芝市相连,南与印度、不丹两国接壤,面积79090平方千米,约占中国西藏自治区总面积的十五分之一。山南市拥有600多千米长的边界线,南面与不丹国接壤,具有重要的战略位置,是中国的西南边陲。
锅炉水冷壁喷涂专业市场喷涂产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:锅炉水冷壁喷涂专业市场喷涂的图文介绍西藏山南宏合集团坚持“用专业说话”的设计哲学及丰富的视野,始终聚焦客户需求,坚持自主研发,坚持以人为本,注重人才培养,致力于企业文化建设,全体员工精诚团结、不断创新;并与国内外数千家企业建立了长期稳定的合作关系,力争为用户提供优质的 无缝钢管产品、优质的服务,的解决方案,为我国 无缝钢管行业的发展做出巨大的贡献。
高压无气喷涂机是现今除了静电粉末喷涂机以外,第二新的喷涂方式,对于它的喷涂原理和构造结构想必大家都应该有过了解了,而且需要强调的是,它完全改变了原来空气喷涂机的结构,虽然也有通过压缩空气来给涂料施加高压,但是却不直接接触涂料,从而大大了喷涂的质量,减少了很多涂层问题。下面佛山荣高喷涂速率高、产量高、漆料传递率高、涂层质量好、咬合力高等优点恐怕是人们谈及高压无气喷涂机时, 个反应出来的看法,的确现代高压无气喷涂机的确可以称得上是技术上的革新,它能以较高的漆料传递速率和出产速率来在墙体和金属外表面形成一层致密的涂层,从而使得无气喷涂机的外表品质远远由于空气喷涂。虽然高压无气喷涂机有着诸多的优点,但是如果使用的人不熟悉操作的话,想必也是不会很好的发挥出效果吧,因此掌握高压无气喷涂机的操作原理也是很重要的。一般我们在操作高压无气喷涂机时会有纵向和横向交替喷涂或是双重喷涂两种方式,双重喷涂称为压枪法,也是当今一种比较主流的高压无气喷涂机的操作方法,利用压枪法喷涂出来的喷束幅度其实是成扇面水平射向基材表面的,由于喷束的核心距离基材表面近,所以落点为集中,但是扇形边缘的落点就依次逐渐稀少。压枪法的主要运用方式就是将后一枪的喷束中心对准前一束喷枪的边缘,采用这种喷涂方式的 处就是,一次喷涂就可以收获平时两倍的喷涂效果,省时省力。另外一种喷涂方式则是先喷涂基材两侧的边缘,然后在按照一定的喷涂线路有计划的进行喷涂,但是需要注意的是第二束喷涂的中心还是需要对准基材面上侧的边缘,而且在喷涂前需要先瞄准涂面侧缘的外部,等到对准后靠近边缘后再扣动扳机,进行喷涂作业。不管是哪种方式,都能帮助我们喷涂出更好的墙面涂层质量。喷涂机小编就来和大家介绍一下高压无气喷涂机的操作原理。
电弧类喷涂
1、电弧喷涂:电弧喷涂:在两根焊丝状的金属材料之间产生电弧,因电弧产生的热使金属焊丝逐渐熔化,熔化部分被压缩空气气流喷向基体表面而形成涂层。电弧喷涂按电弧电源可分为直流电弧喷涂和交流电弧喷涂。直流:操作稳定,涂层组织致密,效率高。交流:噪音大。电弧产生的温度与电弧气体介质、电极材料种类及电流有关(如Fe料,电流280安,电弧温度为6100K)。但一般来说,电弧喷涂比火焰喷涂粉末粒子含热量更大一些,粒子飞行速度也较快,因此,熔融粒子打到基体上时,形成局部微冶金结合的可能性要大的多。所以,涂层与基体结合强度较火焰喷涂高1.5~2.0倍,喷涂效率也较高。电弧喷涂还可方便地制造合金涂层或“伪合金”涂层。通过使用两根不同成分的丝材和使用不同进给速度,即可得到不同的合金成分。电弧喷涂与火焰喷涂设备相似,同样具有成本低,一次性投资少,使用也方便等优点。但是,电弧喷涂的明显不足,喷涂材料必须是导电的焊丝,因此只能使用金属,而不能使用陶瓷,限制了电弧喷涂的应用范围。近些年来,为了进一步提高电弧喷涂涂层的性能,国外对设备和工艺进行了较大的改进,公布了不少 。例如,将甲烷等加入到压缩空气中作为雾化气体,以降低涂层的含氧量。日本还将传统的圆形丝材改成方形,以改善喷涂速率,提高了涂层的结合强度。2、等离子喷涂:等离子喷涂:包括大气等离子喷涂,保护气氛等离子喷涂,真空等离子喷涂和水稳等离子喷涂。等粒子喷涂技术是继火焰喷涂之后大力发展起来的一种新型多用途的精密喷涂方法,它具有:①超高温特性,便于进行高熔点材料的喷涂。②喷射粒子的速度高,涂层致密,粘结强度高。③由于使用惰性气体作为工作气体,所以喷涂材料不易氧化。等离子的形成(以N2为例)气体电离后,在空间不仅有原子,还有正离子和自由电子,这种状态就叫等离子体。等离子体可分为三大类:①高温高压等离子体,电离度,温度可达几亿度,用于核聚变的研究;②低温低压等离子体,电离度不足1%,温度仅为50~250度;③高温低压等离子体,约有1%以上的气体被电离,具有几万度的温度。离子、自由电子、未电离的原子的动能接近于热平衡。热喷涂所利用的正是这类等离子体。
锅炉热喷涂的工艺及注意事项
1、喷涂性能要求不高、使用环境无特殊要求,且喷涂材料熔点低于2500℃,可选择设备简单、成本较低的氧-乙炔火焰喷喷涂工艺。如一般工件尺寸修复和常规表面防护等;
2、喷涂性能要求较高。工况条件较恶劣的贵重或关键部件,可选用等离子喷涂工艺。相对于氧乙炔火焰喷涂来讲,等离子喷涂的焰流温度高,溶化充分,具有非氧化性,涂层结合强度高,空隙率低;
3、涂层要求具有高结合强度、极低空隙率时,对金属或金属陶瓷涂层,可选用高速火焰喷涂工艺;对氧化物陶瓷涂层,可选用高速等离子喷涂工艺。
行业专家认为山东锅炉热喷涂工艺需要注意一下几点:
1、根据工件的材料、技术要求及工作条件等选用基层及工作层用材料。选料时参阅其他有关资料。一般情形,薄涂层选用细粉,厚涂层选用粗粉。
2、零件喷涂的主要目的大都是补偿磨损尺寸。一般,喷涂后必须机械加工达到尺寸和形位精度要求,因此确定涂层厚度时应考虑加工余量,并考虑喷涂后工件热态与冷态的尺寸差异。补偿层厚度以0.4~1mm为宜,局部厚度应3mm。加工余量一般可取0.40.8mm。对于工件磨损量小,只喷涂自粘结复合材料,其厚度应0.3mm。
3、以涂层材料性能、厚度及粒度确定喷涂参数,包括乙炔和氧气的压力、喷距、喷枪与工件的相对运动速度等。这些参数除参考有关资料外,应注意积累经验数据
导流防磨技术热喷涂、超音速电弧喷涂、锅炉喷涂,水冷壁防磨喷涂,四管电弧喷涂,循环流化床超音速热喷涂,煤粉炉防腐、导流板安装、经纬防腐、格栅防磨、过热器。折焰角、锅炉防磨、锅炉防磨防腐、热喷涂、火焰喷涂
热喷涂的表面预处理一般分成表面预加工,表面净化和表面粗化(或活化)三个步骤来进行。
1 表面预加工:
一是使工件表面适合于涂层沉积,增加结合面积;
二是有利于克服涂层的收缩应力。对工件的某些部位作相应预加工以分散涂层的局部应力,增加涂层的抗剪能力。常用的方法是切圆角和预制涂层槽。工件表面粗车螺纹也是常用的方法之一,尤其在喷涂大型工件时常用车削螺纹来增加结合面积。
2 表面净化:
常采用溶剂清洗,碱液清洗和加热脱脂等方法,以除去表面油污,保持清洁度。常用的清洗溶剂有:汽油、丙酮、四氯化碳和三氯已烯。对大型修复工件常采用碱液清洗。碱液一般用氢氧化钠或碳酸钠等配制,这是一种较廉价的方法。
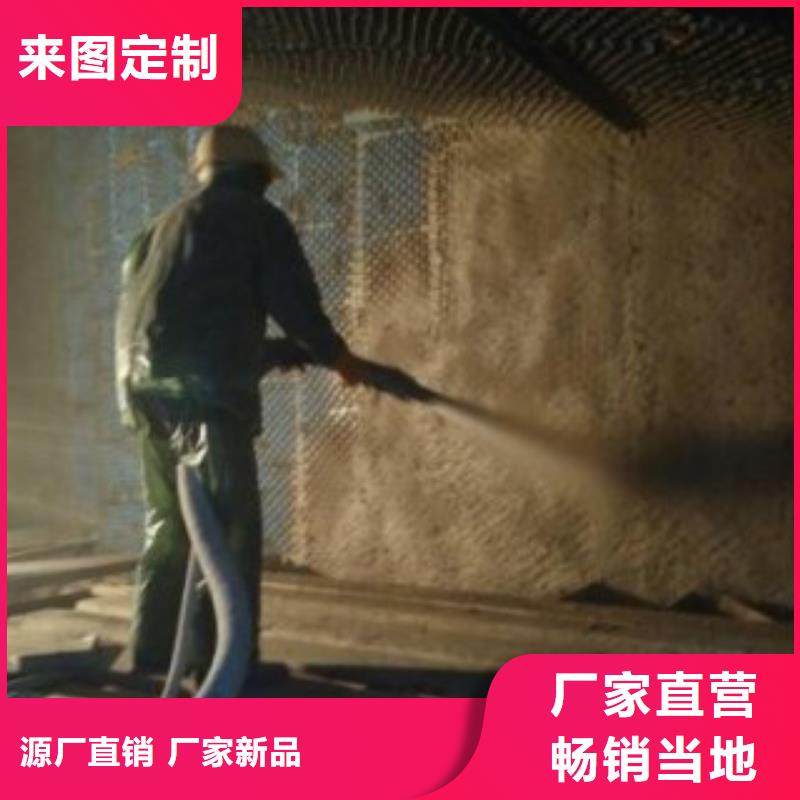
3 喷砂粗化处理:(这是热喷涂重要的预处理方法。)
喷砂可使清洁的表面形成均匀而凹凸不平的粗糙面,以利于涂层的机械结合。用干净的压缩空气驱动清洁的砂粒对工件表面喷射,可使基材表面产生压应力,去除表面氧化膜,使部分表面金属产生晶格畸变,有利于涂层产生物理结合。基材金属在喷砂后可获得干净、粗糙和高活性的表面。导流防磨技术热喷涂、超音速电弧喷涂、锅炉喷涂,水冷壁防磨喷涂,四管电弧喷涂,循环流化床超音速热喷涂,煤粉炉防腐、导流板安装、经纬防腐、格栅防磨、过热器。折焰角、锅炉防磨、锅炉防磨防腐、热喷涂、火焰喷涂
1.粉粒温度较低,氧比较轻(这主要是由于粉末颗粒在高温中停留时间短,在空气中暴露时间短的缘故,所以涂层中含氧化物量较低,化学成分和相的组成具有较强的稳定性),但只适于喷涂金属粉末、Co-Wc粉末以及低熔点TiO2陶瓷粉末 2.粉粒运动速度高。 3.粉粒尺寸小(10~53>μm)、分布范围窄,否则不能熔化。锅炉水冷壁喷涂 4.涂层结构强度、致密度高,无分层现象。 5.涂层表面粗糙度低。 6.喷涂距离可在较大范围内变动,而不影响喷涂质量。 7.可得到比爆炸喷涂更厚的涂层,残余应力也得到改善。 8.喷涂效率高,操作方便。 9.噪音大(大于120dB),需有隔音和防护装置。 如有其他疑问,请咨询锅炉水冷壁喷涂
您是想要在西藏山南市采购高质量的锅炉水冷壁喷涂专业市场喷涂产品吗?宏合集团是您的不二之选!我们致力于提供品质保证、价格优惠的锅炉水冷壁喷涂专业市场喷涂产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-13780722348,QQ:594476388,地址:《开发区》。

















