

以下是:双金属复合管护栏@的产品参数
材质 不锈钢 品牌 正久 产地 山东 双金属复合管护栏@_正久金属制品有限公司,固定电话:17762077700,移动电话:0635-2120958,联系人:王经理,QQ:759739752,开发区工业园发货到陕西省 汉中市 汉台区、南郑区、城固县、洋县、西乡县、勉县、宁强县、略阳县、镇巴县、留坝县、佛坪县 发货到 陕西省汉中市。 陕西省,汉中市 汉中市,简称“汉”,陕西省辖地级市,位于陕西省西南部,北与宝鸡市、西安市毗连,东与安康市接壤,南与四川省的广元市、巴中市、达州市相连,西与甘肃省陇南市相邻,区域面积27246平方千米,地处内陆东亚季风气候区内,气候温和湿润,年平均气温约14.5℃。截至2022年10月,汉中市辖2个区、9个县,另有5个经济功能区。汉中市人民政府驻地汉台区。2022年末,汉中市户籍总人口378.98万人。
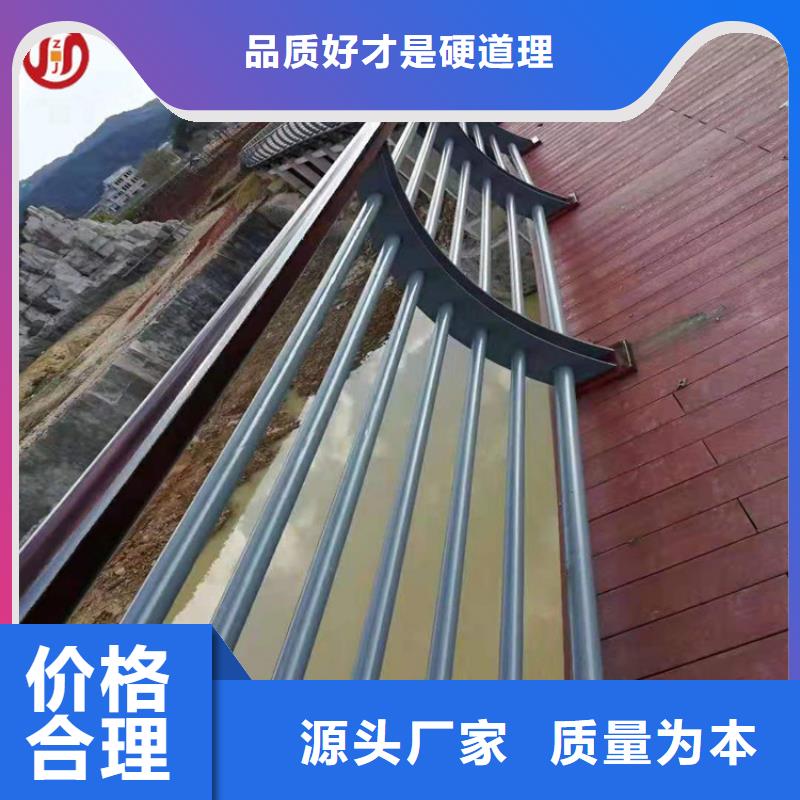
文字的描绘可能无法完全捕捉双金属复合管护栏@产品的精髓,观看视频,让产品自己向您诉说它的故事。以下是:双金属复合管护栏@的图文介绍不锈钢复合管栏杆在咱们经常在道路上见到色彩鲜亮、精约大方、强度高、耐性大、的不锈钢复合管栏杆,它给咱们带来了防撞不锈钢护栏,许多的优点不锈钢护栏,所以受到了广阔用户的喜欢,不锈钢复合管栏杆是一种锌钢护栏,它具有许多效果,我们来看一下!
首要不锈钢复合管栏杆被摆在路途中心起分隔效果,不锈钢复合管栏杆将机动车道、非机动车道、人行道分隔来,是机动车、非机动车、人行道具有了行路的性,调理了交通次序。不锈钢复合管栏杆还有必定的阻挠效果,不锈钢复合管栏杆能够无形中阻挠了不良的交通行为。不锈钢复合管栏杆是属于公共交通服务的一项比较重要的设施,不锈钢复合管栏杆对于车辆和行人的性能上都是发挥着比较重要地作用的,有了不锈钢复合管栏杆,交通变得比较有顺序了,避免了很多的交通事故的发生,使得整个街道也是变得比较有顺序,变得比较整洁了。对于不锈钢复合管栏杆的设置门也是有着严格的设置的原则的,一般设置的原则和布局是如下的的方法的:不锈钢复合管护栏
1 中央分隔带不锈钢复合管栏杆应连续布设,以防止车辆闯入对向车道造成更大的人员伤亡,防止二次事故的发生;
2 全线路基填土高度大于3m的路段设置路侧普通型不锈钢复合管栏杆.填土高度大于8m的路段设置路侧加强型不锈钢复合管栏杆
3 桥梁、通道两侧,距桥头8m 范围内设置加强型不锈钢复合管栏杆及加强型中央分隔带交通护栏;
4 在设有跨线桥及分离式立休交又的地方,在桥墩及其两侧8m范围内设置加强型不锈钢复合管栏杆.以防止车辆对桥墩的冲击;
5 互通立交范围内一般全部布设不锈钢复合管栏杆;
6 路侧不锈钢复合管栏杆设置长度为70m,两段路侧不锈钢复合管栏杆之间相距不到1OOm时,应将两路段连续设置。
高频焊管生产工艺流程主要取决于产品品种,从原料到成品需要经过一系列工序,完成这些工艺过程需要相应的各种机械设备和焊接、电气控制、检测装置,这些设备和装置按照不同的工艺流程要求有多种合理布置,高频焊管典型流程:开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品。
高频焊 是用流经工件连续接触面的高频电流所产生的电阻热加热并在施加顶锻力的情况下,使工件金属间实现相互接连的一类焊接方法。它类似与普通电阻焊,但存在着许多重要的差别。
高频焊用于碳钢焊管生产已经有40多年的历史。高频焊接具有较大的电源功率,对不同材质、口径和壁厚的钢管都能达到较高的焊接速度(比氩弧焊的焊接速度高出l0倍以上)。因此,高频焊接生产一般用途的钢管具有较高的生产率因为高频焊接速度高,给焊管内毛刺的去除带来困难,这也是目前高频焊钢管尚不能为化工、核工业所接受的原因之一。从焊接材质看,高频焊可以焊接各种类型的钢管。同时,新钢种的开发和成型焊接方法的进步
钢管生产过程中重要环节
1.在高频焊管生产过程中 ,如何确保产品质量符合技术标准的要求和顾客的需要 ,则要对钢管生产过程中影响产品质量的因素进行分析。通过对本公司 Φ76mm高频焊接钢管机组某月份不合格品的统计 ,认为在生产过程中影响钢管产品质量的要素有原材料、焊接工艺、轧辊调节、轧辊材质、设备故障、生产环境及其它原因等七个方面。其中原材料占 32 .44% ,焊接工艺占 24 .85 % ,轧辊调节占 22 .72 % ,三者相加占 80 .01 % ,是主要环节。而轧辊材质、设备故障、生产环境及其它原因等四个方面的要素 ,对钢管产品质量的影响占19.99% ,属相对次要环节。因此 ,在钢管生产过程中 ,应对原材料、焊接工艺和轧辊调节三个环节进行重点控制。
2 原材料对钢管焊接质量的影响 影响原材料质量的因素主要有钢带力学性能不稳定、钢带的表面缺陷及几何尺寸偏差大等三个方面 ,因此 ,应从这三个方面进行重点控制。
1)钢带的力学性能对钢管质量的影响焊接钢管常用的钢种为碳素结构钢 ,主要的牌号有 Q195、Q215、Q235 SPCC SS400 SPHC等多种 。钢带屈服点和抗拉强度过高 ,将造成钢带的成型困难 ,特别是管壁较厚时 ,材料的回弹力大 ,钢管在焊接时存在较大的变形应力 ,焊缝容易产生裂缝。当钢带的抗拉强度超过 635 MPa、伸长率低于 10 %时 ,钢带在焊接过程中焊缝易产生崩裂。当抗拉强度低于 30 0MPa时 ,钢带在成型过程中由于材质偏软 ,表面容易起。可见 ,材料的力学性能对钢管的质量影响很大 ,应从材料强度方面对钢管质量进行有效地控制。
2)钢带表面缺陷对钢管质量的影响钢带表面缺陷常见的有镰刀弯、波浪形、纵剪啃边等几种 ,镰刀弯和波浪形一般出现在冷轧钢带轧制过程中 ,是由压下量控制不当造成的。在钢管成型过程中 ,镰刀弯和波浪形会引起带钢的跑偏或翻转 ,容易使钢管焊缝产生搭焊 ,影响钢管的质量。钢带的啃边 (即钢带边缘呈现锯齿状凹凸不平的现象 ) ,一般出现在纵剪带上 ,产生原因是纵剪机圆盘刀刃磨钝或不锋利造成的。由于钢带的啃边 ,时时出现局部缺肉 ,使钢带在焊接时易产生裂纹、裂缝而影响焊缝质量的稳定性。
3)钢带几何尺寸对钢管质量的影响当钢带的宽度小于允许偏差时 ,焊接钢管时的挤压力减小 ,使得钢管焊缝处焊接不牢固 ,出现裂缝或是开口管 ;当钢带的宽度大于允许偏差时 ,焊接钢管时的挤压力增加 ,在钢管焊缝处出现尖嘴、搭焊或毛刺等焊接缺陷。所以 ,钢带宽度的波动 ,不但影响了钢管外径的精度 ,而且严重影响了钢管的表面质量。对要求同一断面壁厚差不超过规定值的钢管 ,即要求壁厚均匀程度高的钢管 ,钢带厚度的波动 ,会将同一卷钢带厚度差超出的允许值转移到成品钢管的壁厚差 ,使大批钢管厚度超出允许偏差而判废。厚度的波动不仅影响成品钢管的厚度精度 ,同时 ,由于钢带的厚薄不一 ,使钢管在焊接时 ,挤压力和焊接温度不稳定 ,造成了钢管焊接时焊缝质量不稳定。此外 ,由于钢材内部存在着夹层、杂质、沙眼等材料缺陷 ,也是影响钢管质量的一个重要因素。因此 ,在钢带焊接前 ,要检查每卷钢带的表面质量和几何尺寸 ,对钢带质量不符合标准要求的 ,不要进行生产 ,以免造成不必要的损失。
3 高频焊接对钢管质量的影响 在钢管高频焊接过程中 ,焊接工艺及工艺参数的控制、感应圈和阻抗器位置的放置等对钢管焊缝的焊接质量影响很大。
1) 钢管焊缝间隙的控制钢带进入焊管机组经成型辊成型、导向辊定向后 ,形成有开口间隙的圆形钢管管坯 ,调整挤压辊的挤压量 ,使得焊缝间隙控制在 1~ 3mm,并使焊口两端保持齐平。焊缝间隙控制得过大 ,会使焊缝焊接不良而产生未熔合或开裂 ;焊缝间隙控制得过小 ,由于热量过大 ,造成焊缝烧损 ,熔化金属飞溅 ,影响焊缝的焊接质量。
2) 高频感应圈位置的调控感应圈应放置在与钢管同一中心线上 ,感应圈前端距挤压辊中心线的距离 ,在不烧损挤压辊的前提下 ,应视钢管的规格而尽量接近。若感应圈距挤压辊较远时 ,有效加热时间较长 ,热影响区宽 ,使得钢管焊缝的强度下降或未焊透 ;反之感应圈易烧毁挤压辊。
3) 阻抗器位置的调控阻抗器是一个或一组焊管专用磁棒 ,阻抗器的截面积通常应不小于钢管内径截面积的 70 % ,其作用是使感应圈、管坯焊缝边缘与磁棒形成一个电磁感应回路 ,产生邻近效应 ,涡流热量集中在管坯焊缝边缘附近 ,使管坯边缘加热到焊接温度。阻抗器应放置在 V形区加热段 ,且前端在挤压辊中心位置处 ,使其中心线与管筒中心线一致。如阻抗器位置放置的不好 ,影响焊管的焊接速度和焊接质量 ,使钢管产生裂纹。
4)高频焊接工艺参数--输入热量的控制高频电源输入给钢管焊缝部位的热量称为输入热量。将电能转换成热能时 ,其输入热量的公式为 :
Q=KI2 Rt (1)
式中 Q-输入管坯的热量 ;K-能量转换效率 ; I-焊接电流 ;R-回路阻抗 ; t-加热时间。
加热时间 :t=Lv (2)
式中 L-感应圈或电极头前端至挤压辊的中心距 ;v-焊接速度。
当高频输入的热量不足且焊接速度过快时 ,使得被加热的管体边缘达不到焊接的温度 ,钢铁仍保持其固态组织而焊接不上 ,形成了未熔合或未焊透的裂纹 ;当高频输入热量过大且焊接速度过慢时 ,使得被加热的管体边缘超过了焊接温度 ,容易产生过热甚至过烧 ,使焊缝击穿 ,造成金属飞溅而形成缩孔。从公式 (1)、(2)中可知 ,可以通过调整高频焊接电流 (电压 )或调整焊接速度的方法 ,来控制高频输入热量的大小 ,从而使钢管的焊缝既要焊透又不焊穿 ,获得焊接质量优良的钢管
不锈钢复合管护栏厂家
4 轧辊调节对钢管质量的影响 从钢管废品因果分析图可看出 ,轧辊调节是属钢管的操作工艺。在生产过程中 ,轧辊损坏或磨损严重时 ,在机组上需要更换部分轧辊 ,或某个品种连续生产了足够的数量 ,需要更换整套的轧辊。这时都应对轧辊进行调节 ,以获得良好的钢管质量。如轧辊调节得不好 ,易造成钢管管缝的扭转、搭焊、边缘波浪、鼓包及管体表面有压痕或划伤 ,钢管椭圆度大等缺陷 ,因此 ,换辊时应掌握轧辊调节的技巧。
1 )更换钢管规格 ,一般都对整套轧辊进行更换。轧辊调节的方法是 :用钢丝从机组入口到出口拉一条中心线 ,进行调整 ,使各架孔型在一条中心线上 ,并使成型底线符合技术要求。更换轧辊规格后 ,首先对成型辊、导向辊、挤压辊、定径辊作一次的调节 ,然后重点对成型辊的封闭孔型、导向辊、挤压辊调节。
2 )导向辊的作用是控制钢管的管缝方向和管坯底线高度 ,缓解边缘延伸 ,控制管坯边缘回弹 ,保证管缝平直而不扭转进入挤压辊。如导向辊调节不好 ,在钢管的焊接过程中 ,易造成钢管管缝的扭转、搭焊、边缘波浪等焊接缺陷。
3 )挤压辊是焊管机组的关键设备 ,其作用是将边缘被加热到焊接温度的管体在挤压辊的挤压力作用下完成压力焊接。在生产过程中 ,要控制挤压辊开口角的大小。挤压力过小时 ,焊缝金属强度下降 ,受力后会产生开裂 ;挤压力过大时 ,降低焊接强度 ,而且使外毛刺量增加 ,易造成搭焊等焊接缺陷。
4 )在焊管机组慢速起动的过程中 ,应密切注意各部位轧辊的转动情况 ,随时调节轧辊 ,以确保焊管的焊接质量和工艺尺寸符合规定的要求。
实体工厂发货,一个起卖,交期准时,性价比高。 不锈钢复合管护栏产品质量好,量大可谈,欢迎来购。
今年在陕西省汉中市购买双金属复合管护栏@有了新选择,正久金属制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的双金属复合管护栏@产品。如需购买或咨询,请随时联系我们,联系人:王经理-17762077700,QQ:759739752,地址:开发区工业园。







