

以下是:高精密冷拨珩磨管加工厂家的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 高精密冷拨珩磨管加工厂家,九冶管业有限公司专业从事高精密冷拨珩磨管加工厂家,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,发货地:丁块工业园发货到陕西省 铜川市 王益区、印台区、耀州区、宜君县,以下是高精密冷拨珩磨管加工厂家的详细页面。 陕西省,铜川市 铜川市,别称同官,陕西省辖地级市,地处西北地区东部、陕西中部、关中盆地和陕北高原的接交地带,属温带季风气候。全市总面积3882平方千米。截至2022年10月,铜川市辖3区1县。截至2022末,铜川市常住人口70.5万人。
一分钟的时间,对于了解我们的高精密冷拨珩磨管加工厂家产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。以下是:高精密冷拨珩磨管加工厂家的图文介绍
陕西铜川九冶管业有限公司秉承“科技的光芒源于人性设计,创精的品牌源于产品品质”的经营理念。以卓越的品质,周到的服务和更具竟争力的价格,为社会,为客户提供 绗磨管产品的解决方案,并愿与所有关心创精、信赖创精的朋友一起,携手共创辉煌明天。
应判明优质精密绗磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是优质精密绗磨管本身的故障?另外,还需检查清楚优质精密绗磨管各种条件是否符合正常运行的要求。
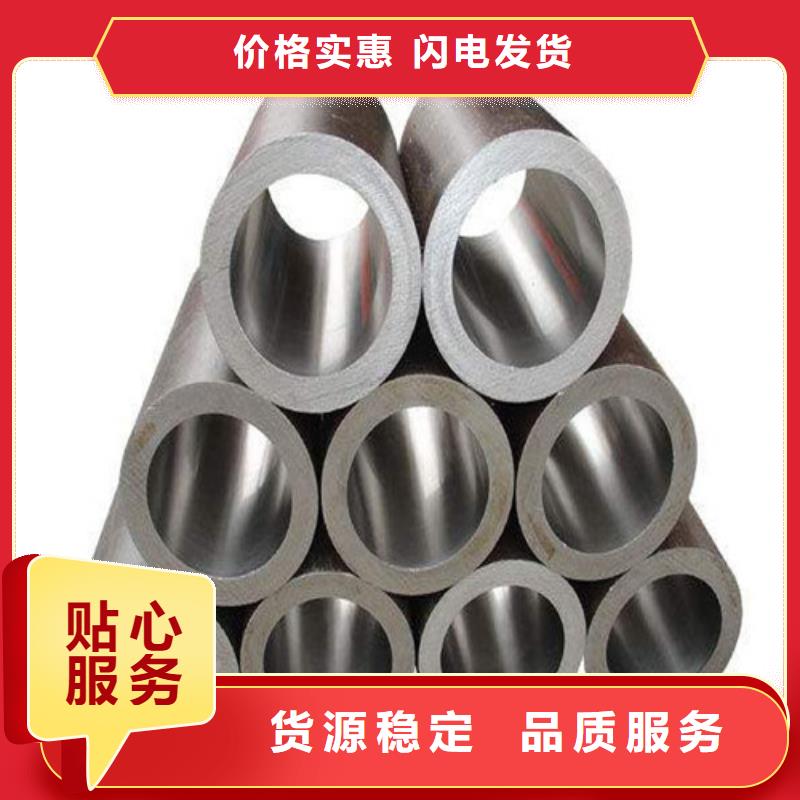
厚壁绗磨管精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。大口径绗磨管,绗磨管厂的检测和维护
大口径绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果油缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口径绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。1、吉林厚壁绗磨管存在微量变化和浅状拉痕,可以采用珩磨工艺修复,也可采用镀层修复。
2、吉林厚壁绗磨管内表面磨损严重,存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺油缸管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复油缸管。减磨修补剂主要用于对磨损、划伤金属零件的修复。油缸管修复过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用清洗沟槽表面,用油缸管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于油缸管内表面,待固化后,打磨并留出精加工余量。后通过研磨使油缸管整体尺寸、行位公差、粗糙度达到要求绗磨管是新型的耐磨材料,它主要被应用在大型的工业中,陶瓷弯头的出现,占据了整个耐磨材料市场的80%左右。
中国钢铁业陷亏损泥潭,影响绗磨管及活塞杆
中国钢铁业陷亏损泥潭,影响绗磨管,珩磨管,活塞杆,镀铬棒,镀铬活塞杆,油缸钢管,油缸缸筒,油缸活塞杆,油缸珩磨管,油缸绗磨管,油缸管,油缸筒,航模管,研磨管,气缸筒,油压筒,轴筒,绗磨气缸筒,珩磨油缸缸筒,气缸绗磨管,液压油缸管,气缸钢管,研磨钢管,活塞杆用管
在热的三伏天,中钢协的数据迎头给中国钢铁企业浇了一盆冷水 这份权威的钢铁行业“成绩单”显示,上半年中钢协86家会员企业中亏损企业35家,亏损面达40.7%。 中钢协秘书长张长富表示,控制产量和改善供需已经成为当下钢铁行业调整的重心。由发改委、工信部等多部门参与制定的化解过剩行业产能的总体方案已经成稿,有可能近期出台。
绗磨管绗磨管铸件冷却时,表层及薄截面处,往往产生白口。白口组织硬而脆、加工性能差、易剥落。因此必须采用退火(或正火)的方法白口组织。退火工艺为:加热到550-950℃保温2~5 h,随后炉冷到500-550℃再出炉空冷。在高温保温期间 ,游高渗碳体和共晶渗碳体分解为石墨和A,在随后护冷过程中二次渗碳体和共析渗碳体也分解,发生石墨化过程。由于渗碳体的分解,导致硬度下降,从而提高了切削加工性。 球铁正火的目的是为了获得珠光体基体组织,并细化晶粒,均匀组织,以提高铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正火分高温正火和低温正火。高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以正火时产生的内应力
高精密冷拨珩磨管加工厂家_九冶管业有限公司,固定电话:17706353138,移动电话:17706353138,联系人:李经理,QQ:1958857549,丁块工业园 发货到 陕西省铜川市。












