以下是:绗磨管源头厂家的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 绗磨管源头厂家,九冶管业有限公司为您提供绗磨管源头厂家,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,请联系九冶管业有限公司,发货地:丁块工业园发货到四川省 德阳市 旌阳区、中江县、罗江区、广汉市、什邡市、绵竹市。 四川省,德阳市 2022年,德阳市地区生产总值2816.87亿元,比上年增长3.1%。
想要更直观地了解绗磨管源头厂家产品吗??产品视频,带你走进产品世界以下是:绗磨管源头厂家的图文介绍
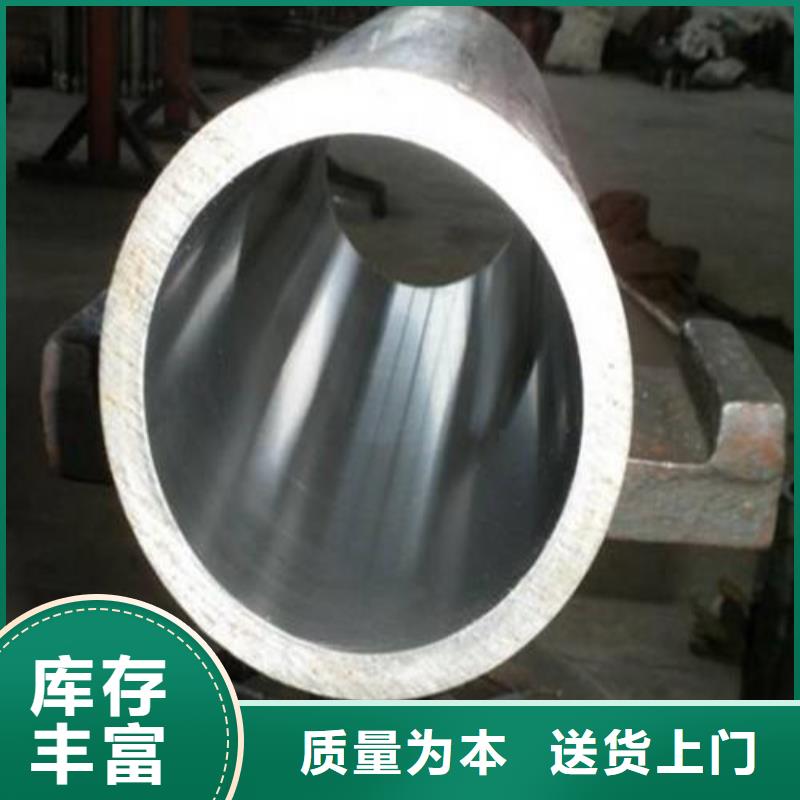
珩磨管是通过珩磨工艺加工而成的管材,因为珩磨管大的特点就是有良好的表面光洁度以及耐磨性,因为将在珩磨管管材表面形成了一定角度的交叉网纹,这些网纹里可以存留一定的油起到润滑的作用,从而减少磨檫,延长管材的使用寿命。不仅如此,珩磨管的工艺要求海上救护很高的,尤其是一些中小型珩磨管的小孔,其圆柱度可达0.001毫米以内。而对于一些壁厚不均匀的零件,其圆度能达到0.002毫米。但是珩磨管一般只能提高被加工件的形状精度,要想提高零件的位置精度就需要采取一些必要的措施。若是要将库存的珩磨管拿出来加以运用,那么在这之前必须对珩磨管进行适当的加工处理,而清洗则是其中基本的一项。具体的操作要求可以参考以下说明。珩磨管储存的时间久了,其表面也会有污垢积存,因此在珩磨管使用之前一定要进行清洗。而清洗效果如何,除了与清洗方法有关之外,和珩磨管表面加工的状况也有关系,因此洗刷的间隔时间也要根据实际情况来决定。但是一般来讲,用于外部的珩磨管好每年洗刷两次,不仅是为了得到优质的表面质量,也是为了延长珩磨管使用寿命,在实际应用中能发挥更好的作用。
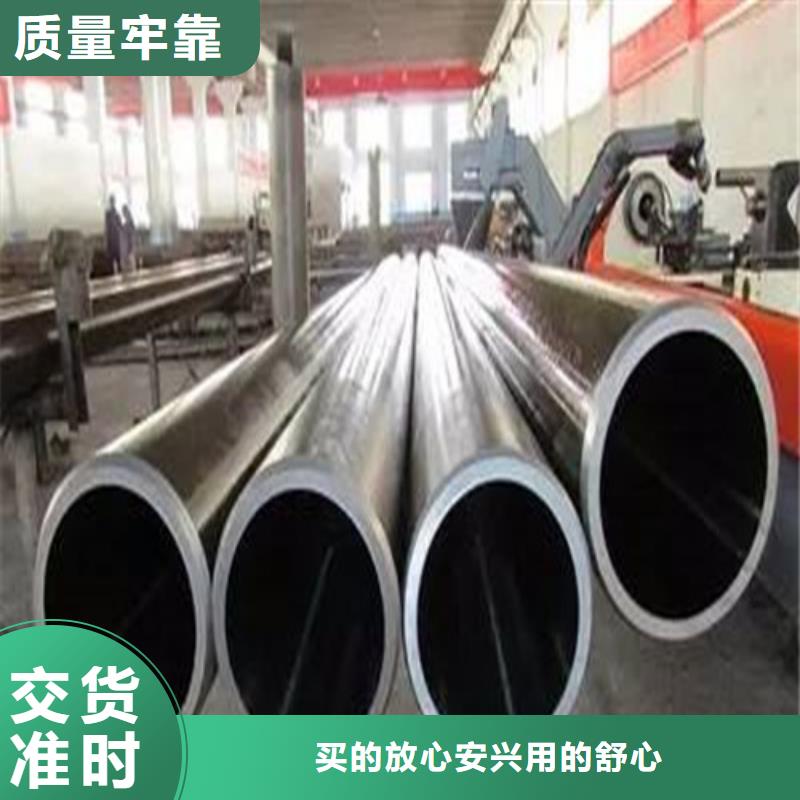
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。
绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。热轧绗磨管后的区别热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
诚信与敬业为立足 绗磨管市场之根本,技术与质量为引导 绗磨管市场之前提,服务与指导为巩固 绗磨管市场之关键,四川德阳九冶管业有限公司人以用户利益为己任,服务于社会。
镀铬液压珩磨管怎样保养能够延长使用寿命
第二、镀铬液压珩磨管如何生锈
1.用化学酸洗完之后再用电解方法进行一次补充就可以让镀铬液压珩磨管得到非常好的保护了,对镀铬液压珩磨管进行除锈,在给镀铬液压珩磨管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除镀铬液压珩磨管表面松动或翘起的铁锈。
2.对镀铬液压珩磨管的表面进行清洗,在对镀铬液压珩磨管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除镀铬液压珩磨管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。
优质精密绗磨管故障诊断的操作原则
其次是根据优质精密绗磨管故障现象和特征,确定与该故障有关的区域,从而逐步缩小发生故障的范围,检测此区域内的元件情况。
优质精密绗磨管的调质处理是指管材在淬火后再进行高温回火,目的很简单,就是使调质后的优质精密绗磨管具有优良的综合机械性能。整个工艺过程中,作为关键的就是调制处理工艺的加温时间、保温时间、冷却速度及冷却介质等参数的把握,这些都是要看具体的材料、具体技术要求决定的。
绗磨管源头厂家_九冶管业有限公司,固定电话:17706353138,移动电话:17706353138,联系人:李经理,QQ:1958857549,丁块工业园 发货到 四川省德阳市。