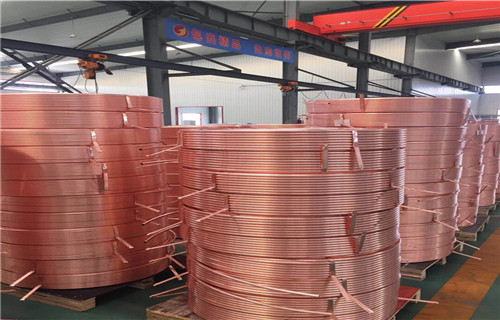



以下是:110*10紫铜管的产品参数
牌号 T2 生产厂家 山东创弘 硬度 65以上 110*10紫铜管,创弘金属制造有限公司为您提供110*10紫铜管的资讯,联系人:赵健,电话:0635-2998382、13863510800,QQ:512533080,发货地:经济技术开发区工业园发货到甘肃省 金昌市 。 甘肃省,金昌市 2022年,金昌市地区生产总值522.52亿元,比上年增长13.5%。
想一睹110*10紫铜管产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:110*10紫铜管的图文介绍
规规格
紫铜管标称直径(mm)8,10,15,20,25,32,40,50,65,80,100,125,150,in 1/4 3/8 1/2 5/8 3/4 1 1 1/4 1 1/2 2 2 1/2 3 3 1/2 4 5 6
平均外径(mm)9.52,12.7,15.88,19.05,22.22,28.58,34.92,41.28,53.98,66.68,79.38,92.08,104.78,130.18,155.58 K级0.89,1.24,1.24,1.24,1.65,1.65,1.65,1.83,2.11,2.41,2.77,3.05,3.40,4.06,4.78壁厚(mm)L级 0.76,0.89,1.02,1.07,1.14,1.27,1.40,1.52,1.78,2.03,2.29,2.54,2.79,3.18,3.56 M级 0.64,0.71,0.81,0.89,1.07,1.24,1.47,1.65,1.83,2.11,2.41,2.77,3.10
1、氧乙炔焊紫铜氧乙炔焊时可采用丝201(或丝202)焊丝与熔剂301。焊前经400~700℃预热,焊接火焰采用中性焰和较大的火焰功率。采用较少的焊接层数,焊后锤击焊缝减小焊接应力。2、焊条电弧焊紫铜焊条电弧焊可选用铜107或铜227焊条。电源采用直流反接。焊前预热温度300~500℃,焊接时采用短弧、直线往返运条,焊后锤击焊缝,减小焊接应力。3、钨极氩弧焊紫铜钨极氩弧焊所用的焊丝及熔剂与氧乙炔焊时相同,电源采用直流正接。焊前要预热,但温度不宜过高。
企业宗旨:为企业提供有“力”的服务,精“准”的 紫铜排产品,专注 紫铜排生产销售。
企业愿景:助力于中国 紫铜排行业的发展,成为 紫铜排业的优选品牌。
经营理念:与客户共赢,与员工共享;生产高品质 紫铜排产品,提供优质服务。
今年在甘肃省金昌市购买110*10紫铜管有了新选择,创弘金属制造有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的110*10紫铜管产品。如需购买或咨询,请随时联系我们,联系人:赵健-13863510800,QQ:512533080,地址:经济技术开发区工业园。