

以下是:Q235方管高品质厂家的产品参数
方管 T700 天铸 汽车 Q235方管高品质厂家,天铸特钢有限公司为您提供Q235方管高品质厂家的资讯,联系人:李经理,电话:0510-88232345、18961732345,QQ:327798888,发货地:梁溪区钱皋路168号发货到河南省 三门峡市 湖滨区、渑池县、陕县、卢氏县、义马市、灵宝市。 河南省,三门峡市 2022年,三门峡市地区生产总值1676.37亿元,比上年增长4.6%。
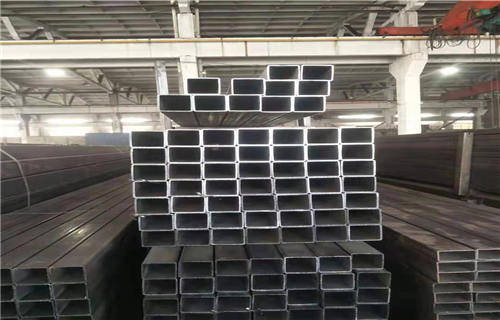
想要深入了解Q235方管高品质厂家产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。以下是:Q235方管高品质厂家的图文介绍产品细节图
方矩管在淬火处理时,应该注意:细长管材应尽量在盐浴炉或井式炉中垂直吊挂加热,以减少由于自重而引起的变形。截面大小不同的管件在同一炉中加热时,小件应放在炉膛外端,大小件分别计时小件先出炉。每次装炉量要与炉子的功率相适应,装炉量大时易压温,加热时间需延长。方矩管淬水或盐水的工件,淬火温度取下限,淬油或熔盐的工件,淬火温度取上限。行双介质淬火时,在种淬火介质中停留的时间按前述三种方法控制,从种淬火介质移入第二种淬火介质的时间应尽量短,以0.5-2s为宜。对表面不允许氧化、脱碳的管材,应在经过校正的盐浴炉或保护气氛炉中加热。如条件不具备时,可以在空气电阻炉中加热,但需采取防护措施。
方矩管垂直浸入淬火介质后,不作摆动,只作上下移动,并停止淬火介质的搅动。当管件硬度要求高的部位冷却能力不足时,可在整体浸入淬火介质的同时,对该部位再实施喷液冷却,以提高其冷却速度。必须放在有效加热区内,装炉量、装炉方式及堆放形式均应确保加热温度均匀一致,且不致造成畸变和其他缺陷。在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。分级淬火时,可适当提高淬火温度,以增加方矩管奥氏体的稳定性,防止其分解为珠光体。结构钢及碳素钢可以直接装入淬火温度或比淬火温度高20-30℃的炉中加热。高碳高合金钢应在600℃左右预热后,再升至淬火温度。要求淬硬层较深的管材,淬火温度可适当提高,要求淬硬层较浅的可选取较低的淬火温度。方矩管冷却水中不得有油、肥皂液等脏物。一般情况下,水温不超过40℃,油温不超过80℃。
钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割 速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来佳地改善切割断面质量,那是办不到的,只能 使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产 生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。
在正常的火焰切割过程中,切割氧流相对垂直的割炬来说稍微偏后一个角度,其对应的偏移叫后拖量。速度过低时,没有后拖量,工件下面割口处的火花束向切 割方向偏移。如提高割炬的运行速度,火花束就会向相反的方向偏移,当火花束与切割氧流平行时,就认为该切割速度正常。速度过高时,火花束明显会后偏。这些 都是工人师傅从长期的实践中不断总结出来的。在钢板火焰切割过程中,割嘴到被切工作表面的高度是决定切口质量和切割速度的主要因素之一。不同厚度的钢板,使用不同参数的割嘴,应调整相应的高度。为保证获得高质量的切口,割嘴到被割工件表面的高度,在整个切割过程中必须保持基本一致。
公司实力
河南三门峡天铸特钢有限公司是坐落在梁溪区钱皋路168号,企业现有现代化厂房和先进的生产设备。 公司拥有一支强大的生产管理、销售及售后服务团队,以高品质的产品保证、贴心的市场服务满足国内外市场的需求。公司主营 方管。我司产品销售遍地,在新的世纪,同茂人将秉持“以人为本,追求新高”的企业精神,不断进取,在经济一体化的大潮中,向更高的目标迈进!希望通过我们的努力,借助您的支持,让我们共同谱写同茂美好的明天。
今年在河南省三门峡市购买Q235方管高品质厂家有了新选择,天铸特钢有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的Q235方管高品质厂家产品。如需购买或咨询,请随时联系我们,联系人:李经理-18961732345,QQ:327798888,地址:梁溪区钱皋路168号。







