

以下是:低温管A333.GR.6/无缝钢管厂家供应商的产品参数
材质 12Cr1MoVG/15CrMoG/20G/T91 型号 219*6 325*8 273*9 产地 天津 低温管A333.GR.6/无缝钢管厂家供应商,晟亿兴钢材销售有限公司为您提供低温管A333.GR.6/无缝钢管厂家供应商的资讯,联系人:朱法珍,电话:15022057797、13682013632,QQ:303527778,发货地:北辰区双街镇双江道与龙兴路交口西侧清大园4-1-601-B区发货到青海省 海北市 。 青海省,海北藏族自治州 海北州地处青海省东北部、青藏高原东北部,黄土高原西缘,属高原大陆性气候。海北藏族自治州境内经青海省人民政府先后公布的文物保护单位有36处。其中,属于文物保护单位的有西汉西海郡治龙夷城;属于省级文物保护单位的有11处;共清理墓葬40余座,出土文物700余件。这里也是王洛宾先生创作歌曲《在那遥远的地方》时的采风地。
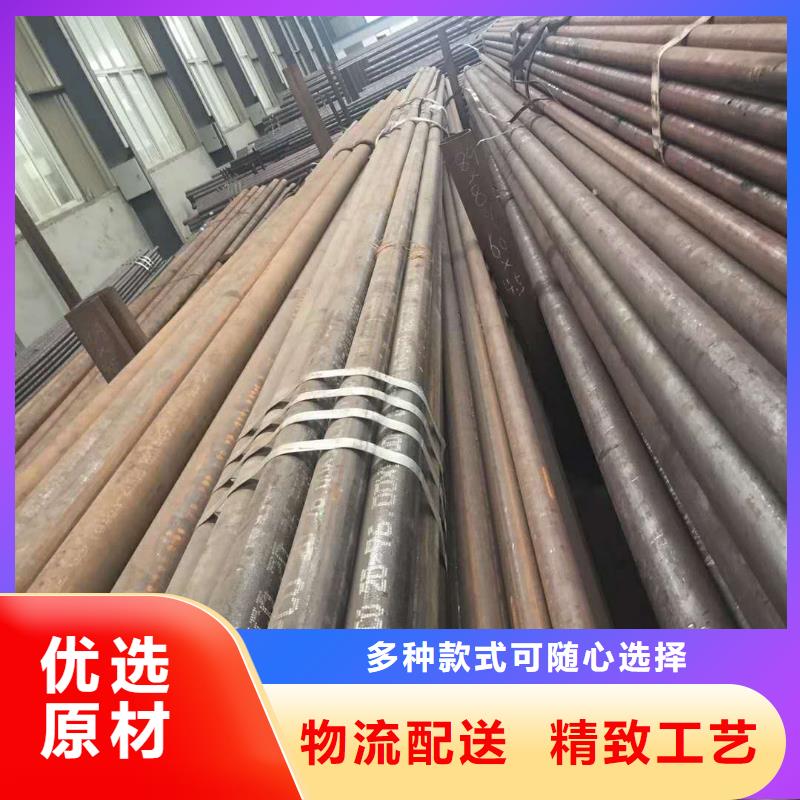
如果你想要更深入地了解我们的低温管A333.GR.6/无缝钢管厂家供应商产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。以下是:低温管A333.GR.6/无缝钢管厂家供应商的图文介绍青海海北晟亿兴钢材销售有限公司是一家专业生产各种 螺旋钢管厂家。一切为了客户的需要是公司一直贯彻的经营原则,在日新月异的时代,我们利用技术优势,以科技倡导未来,更注重 螺旋钢管内在品质,并根据客户不同的需要为客户设计,以满足客户的需求。除了优良的 螺旋钢管产品,我们还将提供优良的售后服务,为用户解除一切后顾之忧。
先用测温笔粗略判断试件表面的的温度(以笔迹颜色变化快慢进行估计),后用半导体点温计测定,测量点至少应选择三点,以保证试件整体均达到所要求的预热温度。焊接时,层采用手工钨极氩弧焊打底,为避免仰焊处焊缝背面产生凹陷,送丝时采用内填丝法,即焊丝通过对口间隙从管内送入。其余各层采用焊条电弧焊,共焊6层,每个焊层一条焊道。方案Ⅰ和方案Ⅱ的焊接工艺参数见表3,4。采用氧-乙炔焰对试件进行加温按方案Ⅰ焊表3方案Ⅰ的焊接工艺参数焊道名称焊接方法焊接材料焊材规格/mm焊接电流/A电弧电压/V预热及层间温度热处理规范打底层钨板氩弧焊ER80S-B2Lφ2.411012填充层焊条电弧焊E8018-B2φ150℃715。
层间温度应不低于150℃,为防止中断焊接而引起试件的降温,施焊时应由二名焊工交替操作,焊后应立即采取保温缓冷措施。2.4焊后热处理采用方案Ⅰ焊接的试件,焊后应进行局部高温回火处理。热处理的工艺为:升温速度为200℃/h,升到715℃保温1小时15分钟,降温速度100℃/h,降到300℃后空冷。×75min盖面层焊条电弧焊E8018-B2φ表4方案Ⅱ的焊接工艺参数焊道名称焊接方法焊接材料焊材规格/mm焊接电流/A电弧电压/V预热及层间温度热处理规范打底层钨板氩弧焊ER80S-B2Lφ2.411012填充层焊条电弧焊E309Mo-16φ3.290~9522~24//盖面层焊条电弧焊E309Mo-16φ3.290~9522~24接时。
“钛合金热轧无缝管生产工艺”技术项目通过科技成果评价。该技术工艺主要针对传统的无缝钢管热轧工艺改进,并移植到钛合金无缝管生产,与传统的“挤压成型、棒材钻镗孔和斜轧穿孔后冷轧冷拔”工艺相比,管材成材率显著提高,达97%。该项目通过对钛合金管的特点,在生产工艺方法上进行了针对性的改进,在主电机功率加设保温隧道和快速移送装置等,都具有一定的创新性,可生产出直径达273mm、长度达12m的大型钛合金管。
国民经济的快速发展带动了人民生活水平的提高,这些都促使电力工业的发展。电力工业环保可行,符合我们可持续发展战略。根据我国资源情况,现阶段以及将来相当长一段时间,我国仍以火电为主。说道电力工业就要提到高压锅炉管,总体来说高压锅炉管也是无缝钢管的一种,他的生产工艺和无缝钢管相同。但是高压锅炉管是电站锅炉的重要组件,用来制造高压和超高压电站锅炉,进一步用来建筑大型火电站,所以高压锅炉管要经常处于高温、高压的环境,因此对他的原材料管坯要求很严格,要求其要有很高的持久强度和高的抗腐蚀性、抗氧化性,并且要有好的稳定性。这样就会要求大家在选择高压锅炉管的时候要货比三家,比价格,更要比较质量。
在青海省海北市采买低温管A333.GR.6/无缝钢管厂家供应商到晟亿兴钢材销售有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:朱法珍-13682013632,QQ:303527778,地址:《北辰区双街镇双江道与龙兴路交口西侧清大园4-1-601-B区》。








