


以下是:直段弯头生产厂家的产品参数
品牌 河北博创 产地 河北 材质 碳钢 直段弯头生产厂家,博创管道装备有限公司为您提供直段弯头生产厂家的资讯,联系人:蒋彦博,电话:0317-6199111、13303177556,QQ:710809341,发货地:五里窑工业区发货到江苏省 宿迁市 宿城区、宿豫区、沭阳县、泗阳县、泗洪县。 江苏省,宿迁市 宿迁市,简称宿,古称下相、宿豫、钟吾等,江苏省辖地级市,位于长三角北翼,江苏省北部,地处徐州市、连云港市、淮安市中心地带,是徐州都市圈、江淮生态经济区核心城市。截至2023年6月,宿迁市辖2区3县,总面积8555平方千米。2022年末,宿迁市常住人口为497.53万人。
想知道直段弯头生产厂家产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:直段弯头生产厂家的图文介绍江苏宿迁博创管道装备有限公司主要生产经营: 焊接异径管我公司为使产品更加符合客户需求,公司实行一套完整标准的售前,售中,售后服务。公司为客户提供定制化服务。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们专业技术人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。
冲压弯头刨铣时应注意的地方冲压弯头材进行刨铣时,铣削效率与服务时间之间的折中做法是影响经济性的决定性因素。在次试验中,钢袋接受十五次湿式进刀,然后再接受十次干式铣削。其间在较长时间的运行之后会产生刀瘤和轻微的自由面磨损,因此在将来应对所有钢袋进行湿式加工。
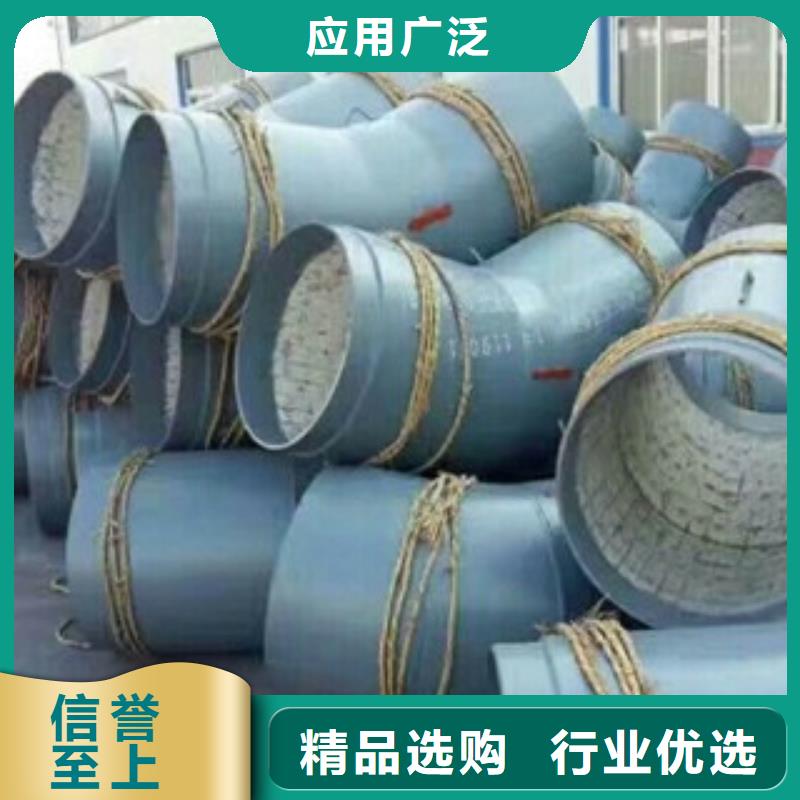
焊接弯头厂家严格执行国标生产焊接弯头是钢制热压成型或者锻打成型的弯头,它的连接形式就是直接将弯头与钢管对焊,焊接弯头的主要制造标准一般是GB1245GB/T1340AEB1SH340SH340HG/T2163HG/T2163SY/T05010。
对焊弯头规格108-2800mm.对焊弯头是一种使用钢制热压成型或通过锻造成型的弯头,连接方法是通过弯头与钢管对焊,利用电阻热将两工件沿整个端面同时焊接起来的,通常有电阻对焊和闪光对焊2种方法,生产率很高、很容易实现自动化,所以已经了广泛应用。
冲压弯头具有一定的耐蚀(氧化性酸、有机酸、气蚀)、耐热和耐磨性能。通常用于电站、化工、石油等设备材料。冲压弯头焊接性较差,应注意焊接工艺、热处理条件及选用合适电焊条。
冲压弯头的耐蚀性取决于钢中所含的合金元素。铬是使不锈钢冲压弯头获得耐蚀性的基本元素,当钢中含铬量达到1.2%左右时,铬与侵蚀介质中的氧作用,在钢表面形成一层很薄的氧化膜(自钝化膜),可阻止钢的基体进一步侵蚀。弯头管件具有不同的生产工艺和流程,在加工中需要根据一定的情况进行生产和加工,不同性质的弯头管件在加工中需要注意一些事项。以合金弯头为倒,若做长半径合金弯头,首先要要先选定钢管的规格,提出管料,选用有质量的钢管进行生产。合金弯头具有一定的扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。选好原料后,按合金弯头规格下料,再考虑曲率半径, 比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。后把料进行热推制。因为有的弯头处理不当后,就会扭曲,这是不允许的。
热推弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。
成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。
您是想要在江苏省宿迁市采购高质量的直段弯头生产厂家产品吗?博创管道装备有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的直段弯头生产厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:蒋彦博-13303177556,QQ:710809341,地址:《五里窑工业区》。








