


以下是:安平电解抛光设备分期付款的产品参数
材质 不锈钢奥氏体马氏体 产地 张家港 规格 定做 类型 抛光 作用 增亮不锈钢光泽度去除焊点毛刺氧化皮等 型号 DD-808 品牌 张家港灯鼎科技 可定制 是 型号 DD-808 安平电解抛光设备分期付款,前海灯鼎实业有限公司为您提供安平电解抛光设备分期付款,联系人:楚先生,电话:18018712562、18018712562,QQ:858787721,请联系前海灯鼎实业有限公司,发货地:宝安区沙井镇发货到河南省 南阳市 宛城区、卧龙区、南召县、方城县、西峡县、镇平县、内乡县、淅川县、社旗县、唐河县、新野县、桐柏县、邓州市。 河南省,南阳市 南阳市历史文化厚重,是楚汉文化的重要发祥地。三顾茅庐、羊续悬鱼、盘古神话、牛郎织女等典故或传说皆发源于此。是“中国月季之乡”、“世界艾乡”、“中国玉雕之乡”。
想要知道安平电解抛光设备分期付款产品如何?看视频就知道!看视频,选产品更明智!
以下是:安平电解抛光设备分期付款的图文介绍
1、 电解抛光的原理 电解抛光是在特定的浴液中将工件置于阳极进行电解,整平金属表面并使之产生光泽的加工过程。电解抛光时零件表面形成钝化膜溶解下来的金属离子通过这层膜而扩散。零件表现的凸起点比凹下点的电流密度高,溶解速度快,从而使表面整平,得到光亮的外观。2、 电解抛光与机械抛光之优点(1)机械抛光是用金相试样抛光机对被抛光表面进行磨削变形而得到平滑表面的进程。这样在零件表面有一层冷却硬化的变形层,同时还会夹杂一些抛光磨料,而电解抛光则是通过电化学溶解使被抛光表面得到整平的过程。表面没有变形层产生,也不会夹杂外来物质,同时因电解过程中有氧析出,会使被抛光表面形成一层氧化膜,更提高其抗蚀性。(2) 对于形状复杂的零件,线材,薄板和细小的零件,用机械抛光有很难的加工性,但电解抛光则有非常好的加工性。(3) 电抛光的机械抛光更提高零件表面的反光性能。(4) 电抛光有整平作用又能除去表面夹杂物。便金属的电子冷发射降低。电抛光除了广泛用于降低零件的表面粗糙度和提高亮度外,还可用于提高切削刀具的使用寿命;显示零件表面的裂纹,砂眼,夹杂等缺陷。在生产过程中不锈钢表面容易出现一些黑色氧化皮或是微观不平等,影响其使用价值。只有对其再加工如机械抛光、化学抛光和电解抛光处理来提高其自身价值,因此以下的工艺或许可获得较好的效果。电解抛光的工序:化学去油→水洗→酸洗→水洗→化学抛光→水洗→电解抛光→水洗→钝化→水洗→烘干→检验。
电解抛光注意事项:
1.工件下槽前不能有水迹,否则会使工件上产生麻点。
2.抛光液不可接触皮肤。
3.作业人员在操作时需要戴好劳动保护用具,必须避免 液与皮肤的接触。
4.废液在排放时需要加入片碱中和到中性(PH值为7)时排放。
5.本产品不燃不爆,但应避免阳光直射,不使用时封好盖后在45摄氏度以下存放
欢迎前来了解河南南阳前海灯鼎实业有限公司发布的 电解抛光设备价格, 电解抛光设备厂家信息,服务质量好,性价比高,为您节省采购成本!
张家港灯鼎销售产品:不锈钢电解抛光设备,不锈钢电解抛光液,铜铝电解抛光设备,铜铝电解抛光液,不锈钢电解抛光加工。张家港灯鼎科技不锈钢电解抛光液使用寿命如何?电解抛光液抛光质量如何?如何延长不锈钢的使用寿命?下面灯鼎科技楚先生为您一一解答:1,不锈钢电解抛光液的使用寿命如何? 回答:灯鼎科技电解抛光液采用全国先进的科学技术,电解液无气味,无铬酸,对人的身体无害,灯鼎科技电解抛光液,24小时全天使用,寿命在一年半。购买电解抛光液请认准张家港灯鼎DD-204新型环保电解抛光液,荣获环保部门SGS环保认证。2,不锈钢电解抛光液的抛光质量如何回答:不锈钢电解抛光液亮光型配方,出光快速、数分钟即可抛至镜光亮,有同类产品无法比拟的光泽度和质感。 3,如何延长不锈钢的使用寿命 回答:电解抛光液的寿命受到3种因素影响:产品,温度,补加新液。 1,产品表面的油垢,锈斑严重威胁电解的寿命,请在电解抛光时把产品表民的油和锈去掉再电解。2,温度也是决定电解液的寿命影响因素之一,大家知道电解液的佳温度是在50°-60°,但又有好多人不知道电解液高温度的限制,不管什么东西,一直在高温状态下,效果肯定不好。电解在电解时温度不能超过100°,如果在100°好降温【直接的办法,是抽几桶热的电解液出来,加几桶凉的电解液进去】,电解液一直在高温状态工作,使用寿命大大下降,抛光质量受到严重的影响。 3,补加新液:因为电解液在电解抛光时电解液的浓度会逐渐降低,补加新液是保证电解液的浓度不变,如果电解液的浓度受到影响,那抛光质量肯定下降,所以要在电解液页面下降的时候补加一点新液的。
电解抛光看似简单,一个槽一台整流器装上 水就可以电解了。但真正要想做好电解抛光,其中还是有许多需要注意的细节,灯鼎公司根据多年的经验总结以下几点,希望对各位想从事由化学抛光的朋友提供帮助:
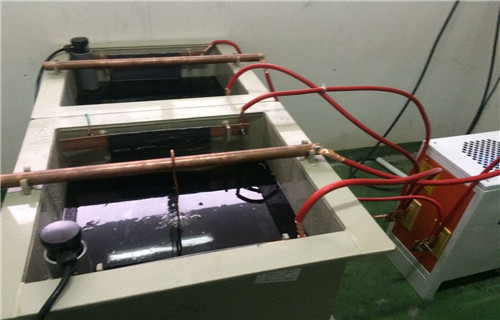
一、 电解槽的设计:电解槽常见的是长的两边做为负极,阴极材料一般采用不溶性的金属如:铅板、铅条、不锈钢板、钛板都可以。做为阴极的铅板一般宽约20~30公分,每隔10~15公分挂一块,阴极接整流器的负极电源。阳极为工作极,用来连通挂具做产品的电解。阳极即为一根铜杆固定在电解槽中间即可,一头接整流器的正极电源。电解槽的大小一般要根据所需的产能来设计,但要注意的是底部离挂且至少要留15公分以上的距离,液面一般要完全浸泡被电解工件并至少高出10公分。上挂后的工件两边各距阴极25公分左右为宜。如:上挂后的挂具总尺寸为高60公分,宽30公分,槽的尺寸高应为1米,宽90公分为宜。电解槽宜采用优质耐高温的PP塑胶类材料焊接而成,超出1立方以上还应该进行外围槽钢加固。
安平电解抛光设备分期付款_前海灯鼎实业有限公司,固定电话:18018712562,移动电话:18018712562,联系人:楚先生,QQ:858787721,宝安区沙井镇 发货到 河南省南阳市。
















