


以下是:防腐防磨锅炉管安装施工单位的产品参数
山东锅炉热喷涂 山东 在山东省泰安市采买防腐防磨锅炉管安装施工单位到宏合集团,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-13780722348,QQ:594476388,地址:《开发区发货到山东省 泰安市 泰山区、岱岳区、宁阳县、东平县、新泰市、肥城市》。 山东省,泰安市 泰安市,山东省辖地级市,位于山东省中部,北依省会济南,南临济宁,东连临沂,西濒黄河,总面积7762平方千米。北距省会济南市66.8千米。截至2022年10月,泰安市辖2个市辖区、2个县级市、2个县。截至2022年末,泰安市常住人口540.1万人。
文字再美,也抵不过视频中的防腐防磨锅炉管安装施工单位产品真实呈现,赶快点击观看吧!
以下是:防腐防磨锅炉管安装施工单位的图文介绍诚实守信是山东泰安宏合集团的核心价值观,是企业文化的基石,是我们的崇高品质,是我们建基立业之本。我们倡导的诚信观,诚信于公司、诚信于客户、诚信于员工、诚信于社会。如果您想了解更多有关 无缝钢管产品,可点击在线咨询,也可拨打我们页面联系电话,我们真诚为您解答每一个疑问。
等粒子喷涂工艺在等粒子喷涂过程中,影响涂层质量的工艺参数很多,主要有:①等离子气体:气体的选择原则主要根据是可用性和经济性,N2气便宜,且离子焰热焓高,传热快,利于粉末的加热和熔化,但对于易发生氮化反应的粉末或基体则不可采用。Ar气电离电位较低,等离子弧稳定且易于引燃,弧焰较短,适于小件或薄件的喷涂,此外Ar气还有很好的保护作用,但Ar气的热焓低,价格昂贵。气体流量大小直接影响等离子焰流的热焓和流速,从而影响喷涂效率,涂层气孔率和结合力等。流量过高,则气体会从等离子射流中带走有用的热,并使喷涂粒子的速度升高,减少了喷涂粒子在等离子火焰中的“滞留”时间,导致粒子达不到变形所必要的半熔化或塑性状态,结果是涂层粘接强度、密度和硬度都较差,沉积速率也会显著降低;相反,则会使电弧电压值不适当,并大大降低喷射粒子的速度。极端情况下,会引起喷涂材料过热,造成喷涂材料过度熔化或汽化,引起熔融的粉末粒子在喷嘴或粉末喷口聚集,然后以较大球状沉积到涂层中,形成大的空穴。②电弧的功率:电弧功率太高,电弧温度升高,更多的气体将转变成为等离子体,在大功率、低工作气体流量的情况下,几乎全部工作气体都转变为活性等粒子流,等粒子火焰温度也很高,这可能使一些喷涂材料气化并引起涂层成分改变,喷涂材料的蒸汽在基体与涂层之间或涂层的叠层之间凝聚引起粘接不良。此外还可能使喷嘴和电极烧蚀。而电弧功率太低,则得到部分离子气体和温度较低的等离子火焰,又会引起粒子加热不足,涂层的粘结强度,硬度和沉积效率较低。③供粉:供粉速度必须与输入功率相适应,过大,会出现生粉(未熔化),导致喷涂效率降低;过低,粉末氧化严重,并造成基体过热。送料位置也会影响涂层结构和喷涂效率,一般来说,粉末必须送至焰心才能使粉末获得 的加热和 的速度。④喷涂距离和喷涂角:喷枪到工件的距离影响喷涂粒子和基体撞击时的速度和温度,涂层的特征和喷涂材料对喷涂距离很敏感。喷涂距离过大,粉粒的温度和速度均将下降,结合力、气孔、喷涂效率都会明显下降;过小,会使基体温升过高,基体和涂层氧化,影响涂层的结合。在机体温升允许的情况下,喷距适当小些为好。喷涂角:指的是焰流轴线与被喷涂工件表面之间的角度。该角小于45度时,由于“阴影效应”的影响,涂层结构会恶化形成空穴,导致涂层疏松。⑤喷枪与工件的相对运动速度:喷枪的移动速度应保证涂层平坦,不出线喷涂脊背的痕迹。也就是说,每个行程的宽度之间应充分搭叠,在满足上述要求前提下,喷涂操作时,一般采用较高的喷枪移动速度,这样可防止产生局部热点和表面氧化。⑥基体温度控制:较理想的喷涂工件是在喷涂前把工件预热到喷涂过程要达到的温度,然后在喷涂过程中对工件采用喷气冷却的措施,使其保持原来的温度。在等离子喷涂的基础上又发展了几种新的等离子喷涂技术
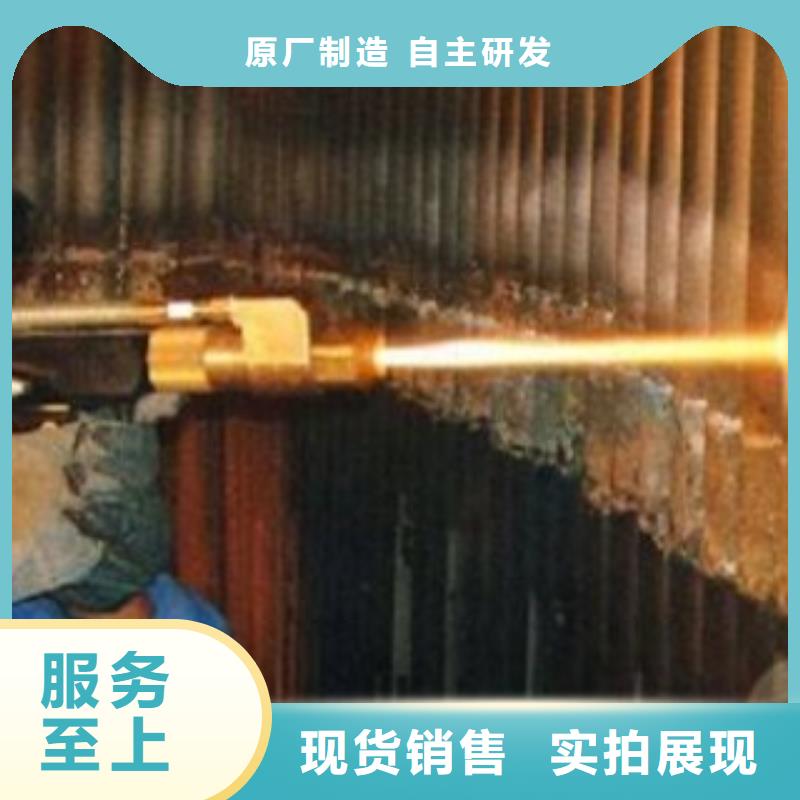
火焰类喷涂
1、火焰喷涂火焰喷涂包括线材火焰喷涂和粉末火焰喷涂。线材火焰喷涂法:是早发明的喷涂法。它是把金属线以一定的速度送进喷枪里,使端部在高温火焰中熔化,随即用压缩空气把其雾化并吹走,沉积在预处理过的工件表面上。喷涂源为喷嘴,金属丝穿过喷嘴中心,通过围绕喷嘴和气罩形成的环形火焰中,金属丝的 连续地被加热到其熔点。然后,由通过气罩的压缩空气将其雾化成喷射粒子,依靠空气流加速喷射到基体上,从而熔融的粒子冷却到塑性或半熔化状态,也发生一定程度的氧化。粒子与基体撞击时变平并粘结到基体表面上,随后而来的与基体撞击的粒子也变平并粘结到先前已粘结到基体的粒子上,从而堆积成涂层。丝材的传送靠喷枪中空气涡轮或电动马达旋转,其转速可以调节,以控制送丝速度。采用空气涡轮的喷枪,送丝速度的微调比较困难,而且其速度受压缩空气的影响而难以恒定,但喷枪的质量轻,适用于手工操作;采用电动马达传送丝材的喷涂设备,虽然送丝速度容易调节,也能保持恒定,喷涂自动化程度高,但喷枪笨重,只适用于机械喷涂。在丝材火焰喷枪中,燃气火焰主要用于线材的熔化,适宜于喷涂的金属丝直径一般为1.8~4.8mm。但有时直径较大的棒材,甚至一些带材亦可喷涂,不过此时须配以特定的喷枪。粉末火焰喷涂法:它与丝材火焰喷涂的不同之处是喷涂材料不是丝材而是粉末。在火焰喷涂中通常使用乙炔和氧组合燃烧而提供热量,也可以用甲基乙炔,丙二烯(MPS),丙烷,氢气或天然气。火焰喷涂可喷涂金属,陶瓷,塑料等材料,应用非常灵活,喷涂设备轻便简单,可移动,价格低于其他喷涂设备,经济型好,是喷涂技术中使用较广泛的一种方法。但是,火焰喷涂也存在明显的不足。如喷出的颗粒速度较小,火焰温度较低,涂层的粘结强度及涂层本身的综合强度都比较低,且比其他方法得到的气孔率都。此外,火焰中心为氧化气氛,所以对高熔点材料和易氧化材料,使用时应注意。为了改善火焰喷涂的不足,提高结合强度及涂层密度,可采用将压缩空气或气流加速装置来提高颗粒速度;也可以采用将压缩气流由空气改为惰性气体的办法来降低氧化程度,但这同时也提高了成本。
您是想要在山东省泰安市采购高质量的防腐防磨锅炉管安装施工单位产品吗?宏合集团是您的不二之选!我们致力于提供品质保证、价格优惠的防腐防磨锅炉管安装施工单位产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-13780722348,QQ:594476388,地址:《开发区》。








