


以下是:全国锅炉热喷涂技术知识询问的产品参数
山东锅炉热喷涂 山东 在黑龙江省采买全国锅炉热喷涂技术知识询问到宏合集团,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-13780722348,QQ:594476388,地址:《开发区发货到黑龙江省 哈尔滨市、齐齐哈尔市、鹤岗市、大庆市、佳木斯市、牡丹江市、黑河市、绥化市、大兴安岭市》。 黑龙江省 2022年,黑龙江省实现地区生产总值(GDP)15901.0亿元,其中,产业实现增加值3609.9亿元,第二产业实现增加值4648.9亿元,第三产业实现增加值7642.2亿元。三次产业结构为22.7:29.2:48.1。
为了让您更地了解我们的全国锅炉热喷涂技术知识询问,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:全国锅炉热喷涂技术知识询问的图文介绍
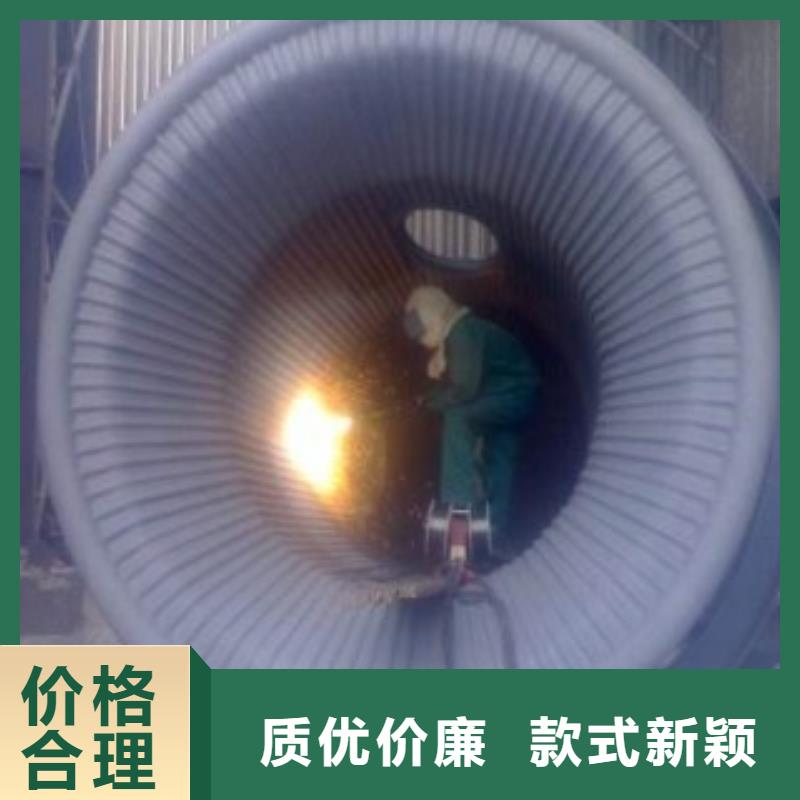
锅炉热喷涂,超音速电弧喷涂,锅炉防磨导流板,CFB循环流化床锅炉导流板,锅炉热喷涂及喷焊施工的企业,公司地理位置优越,技术力量雄厚,有先进的火焰喷涂(焊)系统电弧喷涂系统,等离子喷涂系统等设备20多台套,经多年来的潜心钻研和实际生产操作经验的积累,培养了一支技术精湛、率、高素质的技术人才队伍,已具有一套完整先进的喷涂工艺,可针对不同的情况,实施相应的喷涂工艺,以确保涂层质量,使其得到 效果。
公司承接各种电厂锅炉热喷涂、锅炉炉膛防腐耐磨喷涂、锅炉四管防磨喷涂、锅炉流化床耐磨热喷涂、锅炉防磨喷涂施工等工程项目。多年来,我公司成功的为电厂、造纸印刷、矿山、石油化工、冶金、机械、纺织、汽车等各个行业用户,提供了优质锅炉喷涂服务。用于防腐、防磨和修复强化等方面,收到了极好的效果。
我公司技术力量雄厚,具有多项实用、新型的 级 技术,并通过多项质量检测认证,是全国热喷涂协作组会员单位,并与国内多家科研单位有着长久的合作关系。经多年来的实际操作、进取与磨练,我公司培养了庞大的技术精湛、率高素质的喷涂施工群体.
自1998年首次成功的将热喷涂技术应用与35T沸腾炉埋管以来,公司先后为国内几十家电厂锅炉四管受热面防磨喷涂施工,总面积达十五万余平方米。
“以质量求生存,以诚信求立足”的经营理念,以 的技术为广大用户提供优质可靠的服务,竭诚欢迎广大新老客户的光临惠顾,与我们共同合作开发。
GB/T 9793-1997 金属和其他无机覆盖层热喷涂锌、铝及其合金 1998-02-01实施,代替GB/T 9793-1988,GB/T 9794-1988,GB/T 9795-1988,GB/T 9796-1988GB 11375-1999 金属和其他无机覆盖层热喷涂操作 2000-03-01实施,代替GB 11375-1989GB/T 8642-2002 热喷涂抗拉结合强度的测定 2003-04-01实施,代替GB/T 8642-1988GB/T 12607-2003 热喷涂涂层命名方法 已转化为行业标准:JB/T 10580-2006GB/T 12608-2003 热喷涂火焰和电弧喷涂用线材、棒材和芯材分类和供货技术条件 2004-05-11实施,代替GB/T 12608-1990GB/T 18681-2002 热喷涂低压等离子喷涂镍-钴-铬-铝-钇-钽合金涂层 2002-08-01实施GB/T 16744-2002 热喷涂自熔合金喷涂与重熔 2002-12-01实施,代替GB/T 16744-1997GB/T 18719-2002 热喷涂术语、分类 2002-12-01实施GB/T 19352.1-2003 热喷涂热喷涂结构的质量要求第1部分:选择和使用指南 2004-05-01实施GB/T 19352.2-2003 热喷涂热喷涂结构的质量要求第2部分:的质量要求 2004-05-01实施GB/T 19352.3-2003 热喷涂热喷涂结构的质量要求第3部分:标准的质量要求 2004-05-01实施GB/T 19352.4-2003 热喷涂热喷涂结构的质量要求第4部分:基本的质量要求 2004-05-01实施GB/T 19356-2003 热喷涂粉末成分和供货技术条件 2004-05-01实施GB/T 19823-2005 热喷涂工程零件热喷涂涂层的应用步骤 2005-12-01实施GB/T 19824-2005 热喷涂热喷涂操作人员考核要求 2005-12-01实施GB/T 20019-2005 热喷涂热喷涂设备的验收检查 2006-04-01实施GB/T 8640-1988 金属热喷涂层表面洛氏硬度试验方法 已转化为行业标准:YS/T 541-2006GB/T 8641-1988 热喷涂层抗拉强度的测定 已转化为行业标准:YS/T 542-2006GB/T 11373-1989 热喷涂金属件表面预处理通则 1990-01-01实施GB/T 11374-1989 热喷涂涂层厚度的无损测量方法 1990-01-01实施GB/T 13222-1991 金属热喷涂层剪切强度的测定 已转化为行业标准:YS/T 550-2006
锅炉喷涂、热喷涂、超音速电弧喷涂、锅炉受热面防磨防腐、锅炉水冷壁防磨喷涂、导流板防磨、防磨板安装、经纬防磨、格栅防磨、CFB锅炉防磨技术、循环流化床锅炉防磨技术、煤粉炉受热面防腐防
防止锅炉水冷壁高温腐蚀和磨损的途径 意外的爆管则会造成较大的经济损失,电厂为减少爆管,投入了大量人力、物力加强对水冷壁的监测和更换,但是监测未取得任何实质性的效果,换管则将大大增加生产成本和维修费用。只有防患于未然才是 的办法。分析清楚了水冷壁高温腐蚀的产生原因,就可采用有效的方法来进行防止,常用方法可以分为两类,即非表面防护方法和表面防护方法。非表面防护方法有:A.采用低氧燃烧技术。B.尽可能使各燃烧间的煤粉浓度均匀。C.合理的配风及强化炉内的湍流混合。D.控制适当的煤粉细度。E.避免出现受热面壁温局部过热。F.在壁面附近喷空气保护膜。G.加添加剂。H.控制合理的炉膛出口烟温。I.对易产生高温腐蚀的煤种采用抗腐蚀高温合金。J.采用烟气再循环。K.对受热面的设计布置合理,以避开高烟温区和高壁温区出现。L.对易腐蚀区加炉衬防护。非表面防护法的共同之处在于,一定程度上可以减轻水冷壁的腐蚀,但并不能真正做到防止其腐蚀。而且有些方法在实际运行中会因为各种原因而不能有效地实施,甚至个别方法还存在争议,如炉衬防护,不但影响燃烧室吸热能力,还会使腐蚀复杂化。故有必要寻求其他效果更好的表面防护方法。对受腐蚀构件表面覆盖耐腐蚀的隔离层,是直接有效的防腐措施,属于高温腐蚀的表面防护方法,主要有:(1)涂刷法:涂刷的涂层塑性、热膨胀性等不能适应锅炉内环境及脱硫装置,使用中易产生脱层,难于实际应用。(2)电镀、热渗镀:镀层的覆盖性及结合度较好,但受工件尺寸限制,镀件在现场拼焊中镀层也会出现薄弱环节,降低使用性能。无法对已有设施进行再次防腐。(3)热喷涂:适合现场操作,涂层材料选择范围宽,组合方式多,能提供多种性能涂层,对已有设施的未防护部分进行追加防护,已防护部分进行再次防护。超音速电弧喷涂技术利用了流体力学中的“拉瓦尔原理”,使喷涂时的粒子速度真正超过了音速。我们通过对该技术的引进,特别是针对喷涂设备笨重、庞大、不利于现场施工的缺点,进行大胆的设备结构改造和功能完善,达到的突出特点是现场实用性强、喷涂性能好、涂层质量显著提高。
黑龙江宏合集团将继续坚持“质量至上、用户为先、信誉良好”的宗旨,以优惠的价格,优异的黑龙江--无缝钢管和完善的服务来满足广大用户的需求。依靠创新和优良的品质,出优异产品,创优异效益,与您共创美好灿烂的明天!
今年在黑龙江省购买全国锅炉热喷涂技术知识询问有了新选择,宏合集团始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的全国锅炉热喷涂技术知识询问产品。如需购买或咨询,请随时联系我们,联系人:张经理-13780722348,QQ:594476388,地址:开发区。












