


以下是:68*16.5紫铜管的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 不限 运费说明 当天 牌号 T2 生产厂家 山东创弘 硬度 65以上 68*16.5紫铜管,创弘金属制造有限公司为您提供68*16.5紫铜管产品案例,联系人:赵健,电话:0635-2998382、13863510800,QQ:512533080,发货地:经济技术开发区工业园发货到四川省 成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市。 四川省 2022年,四川省地区生产总值(GDP)56749.8亿元,按可比价格计算,比上年增长2.9%,三次产业结构为10.5:37.3:52.2,人均地区生产总值67777元。
想要深入了解68*16.5紫铜管产品的各项功能和特点吗?我们为您呈现的产品视频将为您揭开产品的神秘面纱。请您抽出宝贵时间观看,相信会给您带来满满的惊喜和收获。
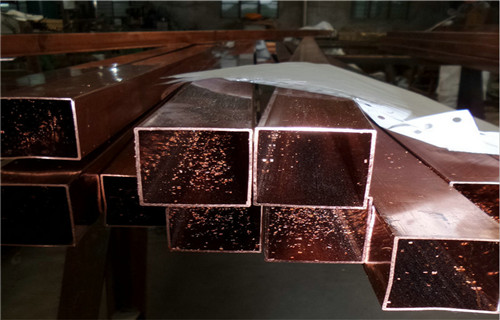
以下是:68*16.5紫铜管的图文介绍四川紫铜排创弘金属制造有限公司自产自销品质可靠四川紫铜排的详细介绍
种类齐全放心之选
1、氧乙炔焊紫铜氧乙炔焊时可采用丝201(或丝202)焊丝与熔剂301。焊前经400~700℃预热,焊接火焰采用中性焰和较大的火焰功率。采用较少的焊接层数,焊后锤击焊缝减小焊接应力。2、焊条电弧焊紫铜焊条电弧焊可选用铜107或铜227焊条。电源采用直流反接。焊前预热温度300~500℃,焊接时采用短弧、直线往返运条,焊后锤击焊缝,减小焊接应力。3、钨极氩弧焊紫铜钨极氩弧焊所用的焊丝及熔剂与氧乙炔焊时相同,电源采用直流正接。焊前要预热,但温度不宜过高。四川创弘金属制造有限公司制定了长期的发展战略规划,奉行“高品质、精工艺、重诚信、优服务”的经营理念,以打造成为国内【紫铜排】品牌为企业为目标,形成了以“热情、诚恳、感恩、务实,”为核心的企业价值观,因彼此认同而携手并进,因文化融合而长足发展。为公司的稳定发展奠定了坚实的基础。公司市场定位清晰、技术不断创新、管理理念与国际同步。致力于为广大客户创造兼具高性价比与高品质服务的【紫铜排】产品。四川创弘金属制造有限公司愿与您共同努力,为推动【紫铜排】行业加速发展而奋斗!
在四川省采购68*16.5紫铜管请认准创弘金属制造有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:赵健-13863510800,QQ:512533080,地址:经济技术开发区工业园)。











