以下是:钢绞线优选供货商的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 钢绞线 现货 规格 15.2 规格 21.8 钢绞线优选供货商,亿铭泰钢铁厂为您提供钢绞线优选供货商产品案例,联系人:王经理,电话:022-26923888、15122183888,QQ:2648696699,发货地:天津市北辰开发区闳耀工业园发货到陕西省 西安市 新城区、碑林区、莲湖区、灞桥区、未央区、雁塔区、阎良区、临潼区、蓝田县、周至县、户县、高陵区。 陕西省,西安市 西安市,古称长安、镐京,陕西省辖地级市,是陕西省省会、副省级市、特大城市、中心城市、西安都市圈以及关中平原城市群核心城市,国务院批复确定的中国西部地区重要的中心城市,重要的科研、教育和工业基地。截至2022年末,全市下辖11个区、2个县,总面积10108平方千米,常住人口为1299.59万人,城镇人口1034.34万人,城镇化率79.59%。
无需长篇大论,观看钢绞线优选供货商视频,让你瞬间爱上我们的产品。以下是:钢绞线优选供货商的图文介绍陕西西安亿铭泰钢铁厂是一家专业从【镀锌管】的研发、生产、销售于一体的综合型企业。公司坐落于全国大型【镀锌管】生产基地--陕西西安,位置优良,交通便利。公司【镀锌管】产品通过相关质量体系认证。
公司主要经营:【镀锌管】。经数年的建造努力,公司以优良服务为广大用户提供高性能、高品质的【镀锌管】,技术指标已达到或超过标准。现公司【镀锌管】产品销售全国各地,并出口海外市场,受到客户的认可。
天津市亿铭泰钢铁厂 钢绞线是建筑工程中必不可少的一种材料,钢绞线是由多根的钢丝绞合构成了的钢铁制品,碳钢表面可以根据了需要的增加镀锌层、锌铝合金层、包铝层、镀铜层、涂环氧树脂等。制造的过程分为了单丝制造和绞线制造,制作单丝时采用(冷)拉丝技术,根据了产品的不同材料可以的是高碳钢盘条、不锈钢的盘条或中低碳的钢盘条,如果需要镀锌,应在了单丝上进行了电镀或热镀处理。绞线制造的过程中采用了绞线机将多根的钢丝绞合成产品,预应力钢绞线还需要的在成形后连续的进行稳定化处理,终的产品一般收在了工字轮上或按无轴卷完工。
分类:
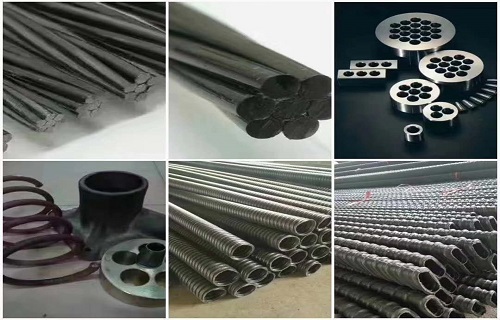
1-按照用途分类:预应力钢绞线、(电力用)镀锌钢绞线及不锈钢绞线,其中预应力钢绞线涂防腐油脂或石蜡后包HDPE后称为无粘结预应力钢绞线(unbonded steel strand),预应力钢绞线也有镀锌或镀锌铝合金钢丝制成的。
2-按照材料特性分类:钢绞线、铝包钢绞线及不锈钢绞线。
3-按照结构分类:
预应力钢绞线根据钢丝根数可分为7丝、2丝、3丝和19丝,常用的是7丝结构。
电力用的镀锌钢绞线及铝包钢绞线也根据钢丝数量分为2、3、7、19、37等结构,常用的是7丝结构。
4-按表面涂覆层分类:
可以分为(光面)钢绞线、镀锌钢绞线、涂环氧钢绞线、铝包钢绞线、镀铜钢绞线、包塑钢绞线等。公司实行求真务实、开拓进取、严格治厂的宗旨,秉承敬业、诚信、务实、创新的企业精神、用质量打市场、向质量要效益、实施战略, 限度地满足顾客的需求。公司的产品广泛用于华北、华东、华西、华中、华南、中原、东北、西南、西北等各省市的路桥建设、矿山支护和高层建筑上。并出口到亚洲、欧洲、非洲、美洲、大洋洲等60多个 和地区,产品质量得到了国内、外客户的一致好评
天津市亿铭泰钢铁厂 预应力钢绞线是依照需求将钢丝捻制在一同,成为绞线,由于材质为钢材,所以成为预应力钢绞线。预应力钢绞线依据不同的用处有不同的品种,有镀锌的,有包铝的,还有预应力预应力钢绞线。
我国的预应力钢绞线制造企业多集中在东部沿海地域,而且大批量的销往国外,主要出口地为日本、澳大利亚、以及东南亚等国,我国出口的预应力钢绞线制造工艺精良,而且产质量量稳定。同时,我国也由于需求的不同,也进口预应力钢绞线,主要从韩国和欧洲等国进口,但是,进口的产品会呈现质量不过关的状况,影响运用,形成了损失。
在选用预应力钢绞线的时分,首先要察看预应力钢绞线的外观。
镀锌的预应力钢绞线在选购时,应该留意锌层能否平均,而且镀层润滑,没有疤痕、裂痕等缺陷。而且预应力钢绞线的钢丝应该排列严密,不能有松懈、弯曲、折断等状况发作。
而预应力刚健险外表应该洁净清洁,没有光滑剂等各种污渍,这样会使粘合力降低。这种没有镀层的预应力钢绞线,外表能够有细小的锈迹,但是不能形成预应力钢绞线外表呈现锈蚀的坑洞,影响正常运用。
铝包的预应力钢绞线外表不能有暴露的钢丝,外表的铝层应该润滑平整,不能有破皮的现象,分离严密,不松懈。
天津市亿铭泰钢铁厂预应力钢绞线在使用和存放的时候可是大有学问的,从厂家的选择到仓库的选址都有严格的规定的。 在选购的时候,应该选取的样品到有关单位进行检测,如果检测合格后才可以列入选购的考虑范围之内,才可以下单订货。到货之后,要对各个使用预应力的点逐个进行检查,才能够确认钢角线锚固是否的。 预应力钢绞线在存放的时候,应该选择合适的仓库,需要有良好的通风的环境,地面应该使用砼进行硬化处理,保证四周的排水,钢绞线下还需要将线盘用方木的垫起来。一直批次的钢绞线需要分开存放。 钢绞线上面不应该有泥土等污迹,在存放之前,应该将油污等清理干净。在切割的时候,要确保钢绞线的长度是一致的。钢绞线在使用下料的时候应该随用随下,能够有效的减少钢绞线的生锈比例。 钢绞线公司工艺技术操作流程 配线:要求同一长度,同一强度级别的七根半成品丝为一组,其中芯线应做特殊标识 捻股; 穿线:按生产要求规格,要已打好的轴吊起,放捻股机内。 a.按要求,上轴前必须用千分尺对七轴线进行测量,把芯线放到第六个转筒内。 b.把钢丝头从工字轮轴孔内取出,用铁板把钢丝调直500mm,按要求进行穿线,直到把七跟线均穿好。 c.把七根线经过过线模(合线模)用铁丝绑好,开始点动捻股机,认为向前带线,直至长度足够绕减速箱大轮4-5圈之间。 d.把钢绞线缠到大轮上4-5圈,把线头引到收线工字轮上。 e.把工字销销好,调整阻尼带松紧一级,关上罩。 f.调整后变形的压下量,(用合尺量钢绞线捻距)计来器回零。 g.检查其它无误,操作台上无人,开始起动设备。 h.生产过程中应对捻股机进行巡视,发现异常及时停车,查看工字轮线剩余情况。 i.回火温度控制在375±50C,车速不大于85米/分,如有异常应及时调整正常方能继续工作。 g.当上一趟线捻制完毕后。 k.打开罩,销,用剪子剪断剩余钢丝。 l.把空轴卸下,在重新上一趟线。 m.利用对焊机完成两趟线的连接,用砂轮打平。 n.焊接完毕后,把工字轮上的线缠好,放好销、罩。 o.松开后变形器,和合线模压块,并在前面做好标记。开始启捻股机,注意观察 一个焊接头的位置,穿过合线模后作标记,到前段大轮上的线均上到收线大轮上时停车,看计米器数据,填写工艺卡记录。
您是想要在陕西省西安市采购高质量的钢绞线优选供货商产品吗?亿铭泰钢铁厂是您的不二之选!我们致力于提供品质保证、价格优惠的钢绞线优选供货商产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王经理-15122183888,QQ:2648696699,地址:《天津市北辰开发区闳耀工业园》。