

以下是:口碑好的镀锌角钢厂的产品参数您是想要在唐山市丰南区采购高质量的口碑好的镀锌角钢厂产品吗?彦发金属材料销售有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的口碑好的镀锌角钢厂产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:周彦辉-13803339851,QQ:1453191395,地址:《长安区体育北大街与古城东路交叉口北高营钢材市场A区19号发货到河北省 唐山市 丰南区、路南区、路北区、古冶区、丰润区、曹妃甸区、滦县、滦南县、乐亭县、迁西县、玉田县、遵化市、迁安市》。 河北省,唐山市,丰南区 丰南区,隶属河北省唐山市,唐山市中心城区。位于河北省东部沿海平原、唐山市南部。北靠唐山市丰润区、路南区,东邻唐山市开平区、滦南县、曹妃甸新区。西与天津市滨海新区、宁河区毗连,总面积1288.4平方千米。2021年,丰南区总户数14.51万户,户籍总人口53.62万人。截至2022年12月,丰南区下辖14个镇、1个乡。
我们的口碑好的镀锌角钢厂视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。以下是:口碑好的镀锌角钢厂的图文介绍
热镀锌层形成过程是铁基体与外面的纯锌层之间形成铁-锌合金的过程,工件表面在热浸镀时形成铁-锌合金层,才使得铁与纯锌层之间很好结合,其过程可简单地叙述为:当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体。这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间是融合,原子之间引力比较小。因此,当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或叫渗入)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中的铁就与锌形成金属间化合物FeZn13,沉入热镀锌锅底,即为锌渣。当工件从浸锌液中移出时表面形成纯锌层,为六方晶体。其含铁量不大于0.003%。热镀锌电缆桥架:成品酸洗-水洗-加助镀液-烘干-挂镀-冷却-药化-清洗-打磨-热镀锌完工。是一种有效的金属防腐方式,主要用于各行业的金属结构设施上。是将除锈后的钢件浸入500℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的,一般可用于室外;1、镀锌电缆桥架槽式大跨距电缆桥架由室外进入建筑物内时,桥架向外的坡度不得小于1/100。2、电缆桥架与用电设备交越时,其间的净距不小于0.5m。3、在吊顶内设置时,槽盖开启面应保持80毫米的垂直净空,线槽截面利用率不应超过50%。4、镀锌电缆桥架在平行图上绘出桥架的路由,要注明桥架起点、终点、拐弯点、分支点及升降点的坐标或定位尺寸、标高,如能绘制桥架敷设轴侧图。5、镀锌电缆桥架宜高出地面2.2米以上,镀锌电缆桥架顶部距顶棚或其它障碍物不应小于0.3米,桥架宽度不宜小于0.1米,桥架内横断面的填充率不应超过50%。6、镀锌电缆桥架内缆线垂直敷设时,在缆线的上端和每间隔1.5米处应固定在桥架的支架上,水平敷设时,在缆线的首、尾、转弯及每间隔3~5米处进行固定
唐山丰南彦发金属材料销售有限公司严格信守平等互利、质量为先、用户至上的原则,为用户提供热情周到的服务,协助指导用户安装、调试并帮助用户跟踪服务解决 友发镀锌管实际问题。严格执行完善的售前、售中、售后服务,做到让客户省心、省时、省力。公司诚信、实力、品质、获得认可,至此欢迎各界朋友莅临参观、指导和业务洽谈。
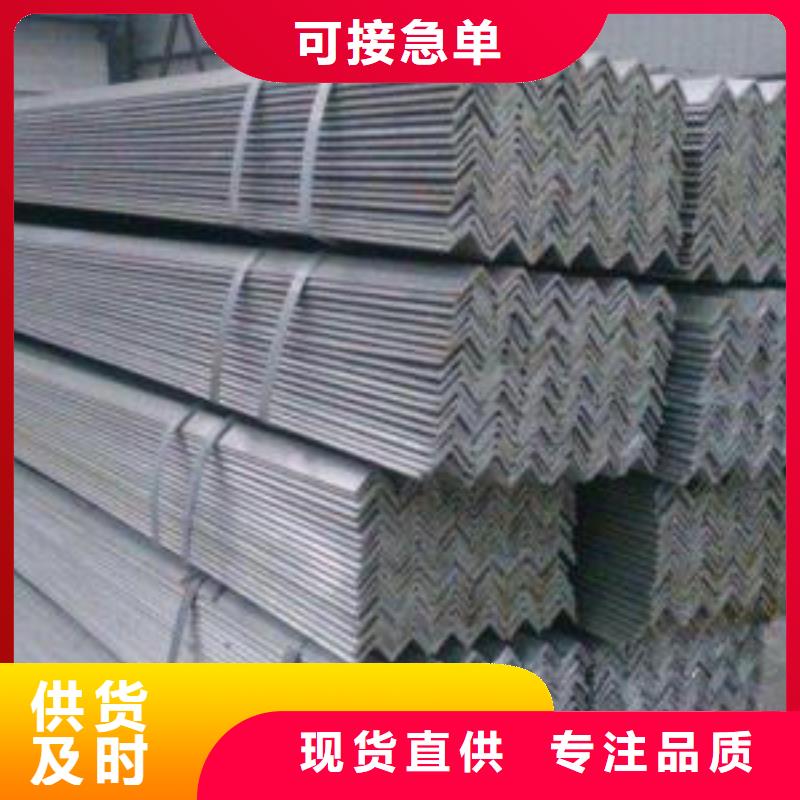
不等边角钢的截面高度按不等边角钢的长边宽来计算。指断面为角形且两边长不相等的钢材。是角钢中的一种。等边角钢广泛应用于各种金属结构、桥梁、机械制造与造船业、各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库等。
不等边角钢的截面高度按不等边角钢的长边宽来计算。指断面为角形且两边长不相等的钢材。是角钢中的一种。其边长由25mm×16mm·200mm×l25mm。由热轧轧机轧制而成。一般的不等边角钢规格为:∟50*32--∟200*125 厚度为4-18mm。
检验表不等边角钢的方法有:
1、拉伸试验方法。常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等。
2、弯曲试验方法。常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。
镀锌角钢是我们建筑行业中经常会用到的一种材料,镀锌角钢的焊接特点非常的鲜明,镀锌角钢硬度非常的大,性能非常的好,那镀锌角钢的焊接特点有哪些呢?贵州镀锌角钢厂家批发的小编与您分享相关的角钢知识。
镀锌钢的焊接特点
镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。
同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。
由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。
焊接工艺控制
镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层以后再焊。在实际监理工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。
焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。
焊接手法
在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。
在焊角焊缝时,同样在 层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右,当使锌层熔化后再回到原来位置继续向前施焊。
在横焊和立焊时,如选用短渣焊条如J427,咬边倾向会很小;如果采用前后往返运条技术,更可以得到无缺陷的焊接质量
选购口碑好的镀锌角钢厂来唐山市丰南区找彦发金属材料销售有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:周彦辉-13803339851,{QQ:1453191395},地址:[长安区体育北大街与古城东路交叉口北高营钢材市场A区19号]。












