
以下是:锅炉防磨导流板专业生产安装的产品参数
产品参数 产品价格 60 发货期限 电议 供货总量 电议 运费说明 电议 山东锅炉热喷涂 山东 锅炉防磨导流板专业生产安装,宏合集团为您提供锅炉防磨导流板专业生产安装,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,请联系宏合集团,发货地:开发区发货到内蒙古 包头市 。 内蒙古自治区,包头市 包头市地处内蒙古西部、蒙古高原南端,南濒黄河,位于土默川平原和河套平原,阴山山脉横贯中部,位于环渤海经济圈和沿黄经济带的腹地,是连接华北和西北的重要枢纽,是内蒙古对外开放的重点发展地区。包头是拥有地方立法权的较大的市,是中国境内以冶金、稀土、机械工业为主的综合性工业城市,中国重要的基础工业基地和全球轻稀土产业中心,被誉称“草原钢城”、“稀土之都”。
想要探索锅炉防磨导流板专业生产安装的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:锅炉防磨导流板专业生产安装的图文介绍内蒙古包头宏合集团设备,精益制造。公司完成了【无缝钢管】产业化生产基地战略布局,现拥有总规模达10万平方米的生产基地,目前是全国生产能力强、规格高的【无缝钢管】生产基地之一。
GB/T 9793-1997 金属和其他无机覆盖层热喷涂锌、铝及其合金 1998-02-01实施,代替GB/T 9793-1988,GB/T 9794-1988,GB/T 9795-1988,GB/T 9796-1988GB 11375-1999 金属和其他无机覆盖层热喷涂操作 2000-03-01实施,代替GB 11375-1989GB/T 8642-2002 热喷涂抗拉结合强度的测定 2003-04-01实施,代替GB/T 8642-1988GB/T 12607-2003 热喷涂涂层命名方法 已转化为行业标准:JB/T 10580-2006GB/T 12608-2003 热喷涂火焰和电弧喷涂用线材、棒材和芯材分类和供货技术条件 2004-05-11实施,代替GB/T 12608-1990GB/T 18681-2002 热喷涂低压等离子喷涂镍-钴-铬-铝-钇-钽合金涂层 2002-08-01实施GB/T 16744-2002 热喷涂自熔合金喷涂与重熔 2002-12-01实施,代替GB/T 16744-1997GB/T 18719-2002 热喷涂术语、分类 2002-12-01实施GB/T 19352.1-2003 热喷涂热喷涂结构的质量要求第1部分:选择和使用指南 2004-05-01实施GB/T 19352.2-2003 热喷涂热喷涂结构的质量要求第2部分:的质量要求 2004-05-01实施GB/T 19352.3-2003 热喷涂热喷涂结构的质量要求第3部分:标准的质量要求 2004-05-01实施GB/T 19352.4-2003 热喷涂热喷涂结构的质量要求第4部分:基本的质量要求 2004-05-01实施GB/T 19356-2003 热喷涂粉末成分和供货技术条件 2004-05-01实施GB/T 19823-2005 热喷涂工程零件热喷涂涂层的应用步骤 2005-12-01实施GB/T 19824-2005 热喷涂热喷涂操作人员考核要求 2005-12-01实施GB/T 20019-2005 热喷涂热喷涂设备的验收检查 2006-04-01实施GB/T 8640-1988 金属热喷涂层表面洛氏硬度试验方法 已转化为行业标准:YS/T 541-2006GB/T 8641-1988 热喷涂层抗拉强度的测定 已转化为行业标准:YS/T 542-2006GB/T 11373-1989 热喷涂金属件表面预处理通则 1990-01-01实施GB/T 11374-1989 热喷涂涂层厚度的无损测量方法 1990-01-01实施GB/T 13222-1991 金属热喷涂层剪切强度的测定 已转化为行业标准:YS/T 550-2006
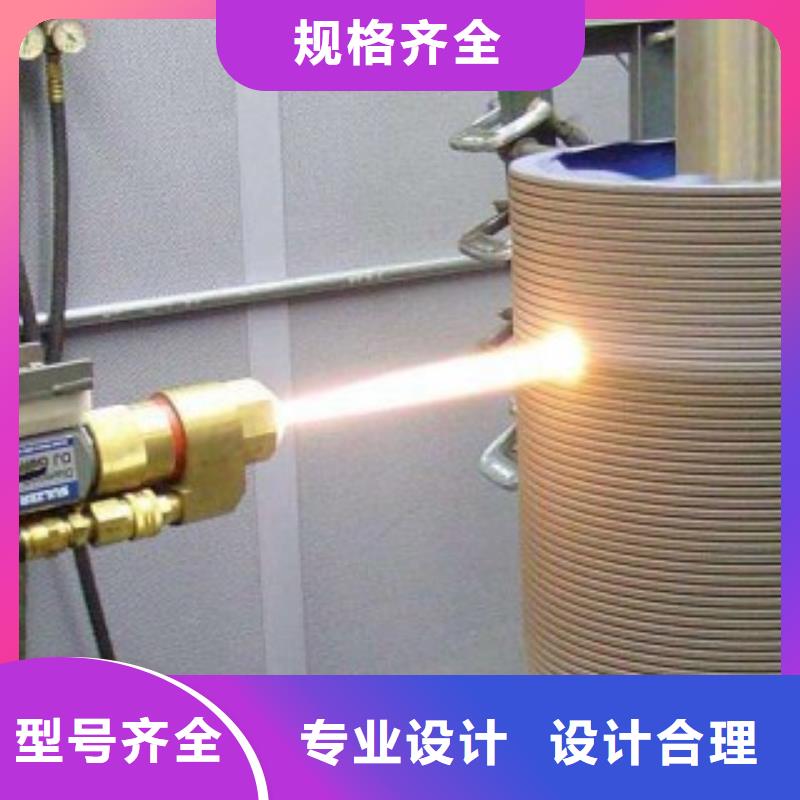
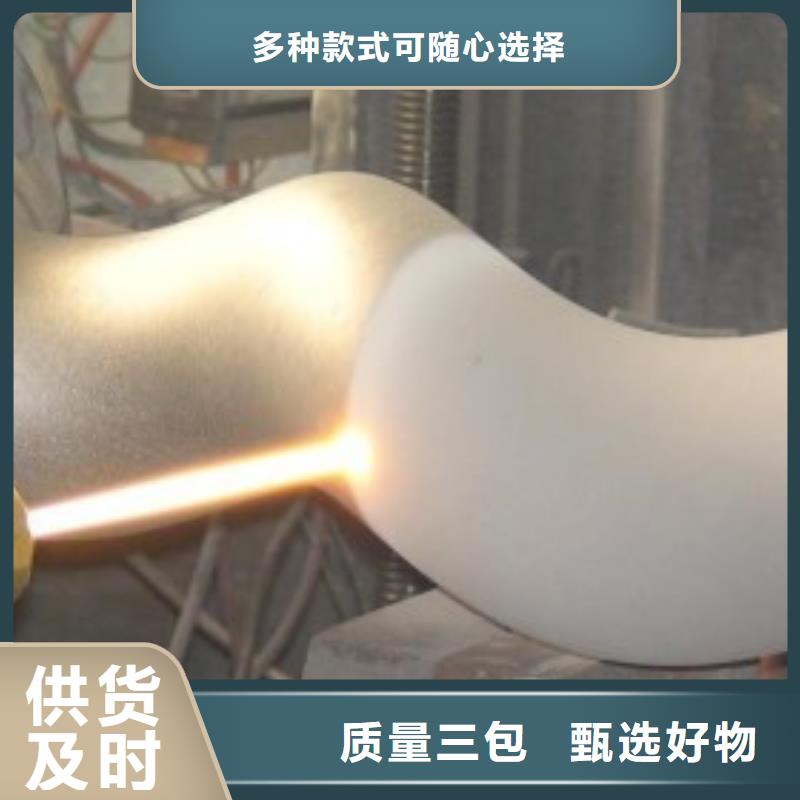
导流防磨技术热喷涂、超音速电弧喷涂、锅炉喷涂,水冷壁防磨喷涂,四管电弧喷涂,循环流化床超音速热喷涂,煤粉炉防腐、导流板安装、经纬防腐、格栅防磨、过热器。折焰角、锅炉防磨、锅炉防磨防腐、热喷涂、火焰喷涂
热喷涂的表面预处理一般分成表面预加工,表面净化和表面粗化(或活化)三个步骤来进行。
1 表面预加工:
一是使工件表面适合于涂层沉积,增加结合面积;
二是有利于克服涂层的收缩应力。对工件的某些部位作相应预加工以分散涂层的局部应力,增加涂层的抗剪能力。常用的方法是切圆角和预制涂层槽。工件表面粗车螺纹也是常用的方法之一,尤其在喷涂大型工件时常用车削螺纹来增加结合面积。
2 表面净化:
常采用溶剂清洗,碱液清洗和加热脱脂等方法,以除去表面油污,保持清洁度。常用的清洗溶剂有:汽油、丙酮、四氯化碳和三氯已烯。对大型修复工件常采用碱液清洗。碱液一般用氢氧化钠或碳酸钠等配制,这是一种较廉价的方法。
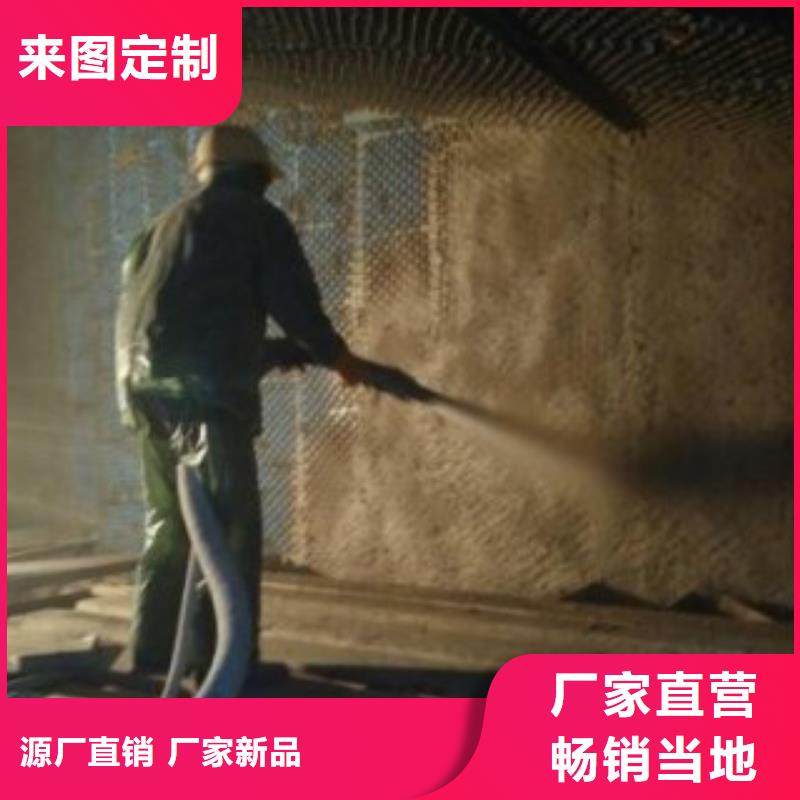
3 喷砂粗化处理:(这是热喷涂重要的预处理方法。)
喷砂可使清洁的表面形成均匀而凹凸不平的粗糙面,以利于涂层的机械结合。用干净的压缩空气驱动清洁的砂粒对工件表面喷射,可使基材表面产生压应力,去除表面氧化膜,使部分表面金属产生晶格畸变,有利于涂层产生物理结合。基材金属在喷砂后可获得干净、粗糙和高活性的表面。导流防磨技术热喷涂、超音速电弧喷涂、锅炉喷涂,水冷壁防磨喷涂,四管电弧喷涂,循环流化床超音速热喷涂,煤粉炉防腐、导流板安装、经纬防腐、格栅防磨、过热器。折焰角、锅炉防磨、锅炉防磨防腐、热喷涂、火焰喷涂
1.粉粒温度较低,氧比较轻(这主要是由于粉末颗粒在高温中停留时间短,在空气中暴露时间短的缘故,所以涂层中含氧化物量较低,化学成分和相的组成具有较强的稳定性),但只适于喷涂金属粉末、Co-Wc粉末以及低熔点TiO2陶瓷粉末 2.粉粒运动速度高。 3.粉粒尺寸小(10~53>μm)、分布范围窄,否则不能熔化。锅炉水冷壁喷涂 4.涂层结构强度、致密度高,无分层现象。 5.涂层表面粗糙度低。 6.喷涂距离可在较大范围内变动,而不影响喷涂质量。 7.可得到比爆炸喷涂更厚的涂层,残余应力也得到改善。 8.喷涂效率高,操作方便。 9.噪音大(大于120dB),需有隔音和防护装置。 如有其他疑问,请咨询锅炉水冷壁喷涂
锅炉热喷涂,水冷壁防磨喷涂,四管电弧喷涂,循环流化床超音速热喷涂,锅炉过热器,再热器,省煤器,耐磨喷涂施工转炉烟罩、烟道、防高温、冲蚀喷涂 煤粉炉喷锌、喷铝、喷不锈钢、喷铜等技术
循环流化床锅炉技术是近十几年来迅速发展的一项低污染清洁燃烧枝术。国际上这项技术在电站锅炉、工业锅炉和废弃物处理利用等领域已得到广泛的商业应用,并向几十万千瓦级规模的大型循环流化床锅炉发展;国内在这方面的研究、开发和应用也逐渐兴起,已有上百台循环流化床锅炉投入运行或正在制造之中。未来的几年将是循环流化床飞速发展的一个重要时期。锅炉采用单锅筒,自然循环方式,总体上分为前部及尾部两个竖井。前部竖井为总吊结构,四周有膜式水冷壁组成。自下而上,依次为一次风室、浓相床、悬浮段、蒸发管、高温过热器、低温过热器及高温省煤器。尾部竖井采用支撑结构,由上而下布置低温省煤器及管式空气预热器。两竖井之间由立式旋风分离器相连通,分离器下部联接回送装置及灰冷却器。燃烧室及分离器内部均设有防磨内衬,前部竖井用敖管炉墙,外置金属护板,尾部竖井用轻型炉墙,由八根钢柱承受锅炉全部重量。锅炉采用床下点火(油或煤气),分级燃烧,一次风率占50—60%飞灰循环为低倍率,中温分离灰渣排放采用干式,分别由水冷螺旋出渣机、灰冷却器及除尘器灰斗排出。炉膛是保证燃料充分燃烧的关键,采用湍流床,使得流化速度在3.5—4.5m/s,并设计适当的炉膛截面,在炉膛膜式壁管上铺设薄内衬(高铝质砖),即使锅炉燃烧用不同燃料时,燃烧效率也可保持在98—99%以上。分离器入口烟温在450度左右,旋风筒内径较小,结构简化,筒内仅需一层薄薄的防磨内衬(氮化硅砖)。其使用寿命较长。循环倍率为10—15左右。循环灰输送系统主要由回料管、回送装置,溢流管及灰冷却器等几部分组成。床温控制系统的调节过程是自动的。在整个负荷变化范围内始终保持浓相床床温860度的恒定值,这个值是 的脱硫温度。当自控制不投入时,靠手动也能维持恒定的温床。保护环境,节约能源是各个 长期发展首要考虑的问题,循环流化床锅炉正是基于这一点而发展起来,其高可靠性,高稳定性,高可利用率。 的环保特性以及广泛的燃料适应性,越来越受到广泛关注,完全适合我国国情及发展优势。循环流化床锅炉是低温燃烧锅炉。燃料由炉前给煤系统送入炉膛,一次风由布风板下部送入燃烧室,主要保证料层流化;二次风沿 燃烧室高度分级多点送入,主要是增加燃烧室的氧量保证燃料燃烬;三次风进一步强化燃烧。 燃烧室内的物料在一定的流化风速作用下,发生剧烈扰动,部分固体颗料在高速气流的携带下离开燃烧室进入炉膛,其中较大颗料因重力作用沿炉膛内壁向下流动,一些较小颗料随烟气飞出炉膛进入物料分离装置,炉膛内形成气固两相流,进入分离装置的烟气经过固气分离,被分离下来的颗料沿分离装置下部的返料装置送回到燃烧室,经过分离的烟气通过对流烟道内的受热面吸热后,离开锅炉。因为循环流化床锅炉设有率的分离装置,被分离下来的颗料经过返料器又被送回炉膛,使锅炉炉膛内有足够高的灰浓度,不仅有的辐射传热方式,而且还有对流及热传等传热方式,大大提高了炉膛 的传导热系数,确保锅炉达到额定出力。循环流化床锅炉的优点1. 燃料适应性广 循环流化床锅炉不仅可以燃烧烟煤、无烟煤、贫煤、褐煤,而且对造气炉渣、煤矸石等劣质 燃料也能很好地燃烧。2. 锅炉的效率高 由于该炉具有循环分离装置,加之国内生产厂家对分离装置的不断改进和完善,使得分离器 的效率高达99%以上,该炉型的锅炉热效率也达到了85%以上,燃烧效率在98%以上。3. 锅炉负荷调节范围宽 从国内循环流化床锅炉用户的运行情况来看,该炉型在30-110%负荷范围内运行,汽温、汽 压均能保持在正常范围。4. 锅炉的密封可靠由于国内的生产厂家大多采用全密封的膜式水冷壁,取消了原有的膨胀缝,这样既提高了锅 炉的效率,又大大改善了操作人员的工作环境。5. 锅炉的防磨措施多种多样 由于国内循环流化床锅炉的不断发展,原来让人们头疼的磨损问题现已基本得到解决 ,从而使有些循环流化床锅炉的连续运行时间达到了4000小时。通过国内600多台循环流化床锅炉的运行来看,现在采用的一些防磨措施还是比较可靠的,通常有喷涂、设计、密排销 钉加耐火材料、加装金属防磨片瓦、采用合理的管子避让等办法。6. 可以通过向炉内添加石灰石进行脱硫 由于循环流化床锅炉是低温燃烧,对脱硫非常有利,且循环流化床锅炉的分离器效率高,脱 硫剂石灰石可以很细,因此石灰石利用率高。当Ca/S=2时,脱硫效率在85%以上。这样就大 大降低了SO2的排放,符合环保要求。7. 返料可靠 现在国内循环流化床锅炉大多采用了U型阀,它是一种自动调整的非机械式返料器,是国内 的一种返料装置,有的厂家还采用了水冷料腿等技术,保证了锅炉的可靠运行。8. 易于实现灰渣综合利用 循环流化床燃烧过程属于低温燃烧,同时炉内优良的燃尽条件使得锅炉的灰渣含碳量低,灰 渣活性好,可作为水泥的掺和料或建筑材料,同时低温烧透也有利于灰渣中稀有金属的提取 。
导流防磨技术的主要工作原理 水冷壁导流防磨新技术是将导流板分层安装在炉膛四壁,使携带物料冲刷水冷壁贴壁流得 带有效疏导,达到改变物料流流向降低物料流流速,隔离物料流与水冷壁的高速碰撞,极大降 低物料颗粒对水冷壁切削磨损的目的,从而从根本上解决水冷壁管磨损问题。 ★导流防磨新技术特点 ①导流板防磨新技术其本质是以疏导炉膛内颗粒物料,使其形成内循环,改变物料面壁流 向及膛内四角的物料颗粒涡流流向,使物料流倾向于中心,避免和水冷壁碰撞,从而根治面壁 流角涡流对水冷壁的接触磨损。 ②导流防磨技术所使用的导流板是耐高温、耐磨多元素合金铸造成型,温度能打1250℃, 抗拉强度≥560Mpa,该材料很好的配合了疏导型水冷壁防磨工艺,从材料上保证了该工艺的使 用寿命在6年以上。 ③导流板主要安装在炉膛四周的密相区,因其是金属材质,对热传导能起到一定的增强作 用,所以不会对锅炉内载负荷能力产生任何负面影响。 ④导流板能有效破坏物料流在不平滑管壁处形成的涡流,减少物料粒子与水冷壁的碰撞, 避免固体物料对水冷壁管的磨损,起到保护水冷壁的作用。 ⑤导流板分层安装在炉膛四周,能有效降低物料颗粒沿水冷壁管下落的速度,隔离物料流 与水冷壁管的接触,从而根本上解决了水冷壁管磨损问题。 ⑥安装简便,施工周期短。以240吨锅炉为例,施工周期仅需3天。 疏导型水冷壁防磨新工艺已被多家电厂采用,运行实践表明水冷壁加装导流板后磨损明显 减轻,连续运行2年水冷壁管磨损不超过0.1mm,尤其是浇注料过渡区不再采用其他任何防磨措 施,也不会因水冷壁磨损泄露产生停炉的烦恼,使循环流化床锅炉从频繁的非计划停炉检修转 入连续运行的良好状态,该技术对因锅炉烧干锅造成的水冷壁管变形的炉子,经合理安装 使用后同样达到防磨效果。
循环流化床锅炉水冷壁管磨损是制约循环流化床锅炉经济运行的一个瓶颈,我们通过实践,采用“疏导”型防磨工艺,加装高温耐磨梳形板导流片,降低物料颗粒沿水冷壁管下落的终端速度,隔离物料流与水冷壁管的接触,破坏物料流在不平滑管处形成的涡流,减少物料粒子与水冷壁管的碰撞,从而避免固体物料对水冷壁管的磨损,它是一种本质上不同于防护防磨(浇注料防磨,防磨护瓦防磨,喷涂防磨)技术的新理念,对水冷壁管防磨起到治标治本的作用。 疏导型水冷壁防磨工艺被多家电厂循环流化床锅炉采用近6年,运行实践证明:水冷壁管加装导流片后磨损量明显减轻,尤其是浇注料过渡区,不需要再采用其它任何防磨措施,不再有水冷壁管停炉烦恼性问题,即不影响炉内加热又不影响带负荷能力,使循环流化床锅炉从频繁的非计划停炉检修中转入连续运行3—6个月小修一次的良性循环。
选购锅炉防磨导流板专业生产安装来内蒙古包头市找宏合集团,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张经理-13780722348,{QQ:594476388},地址:[开发区]。


















