以下是:无缝钢管_欢迎致电的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 产地 山东 规格 齐全 材质 齐全 是否加工定制 是 无缝钢管_欢迎致电,开安管业有限公司为您提供无缝钢管_欢迎致电,联系人:夏志明,电话:888-0628、13562007212,QQ:810507637,请联系开安管业有限公司,发货地:东昌府区凤凰工业园百亿钢管物流园A区28号发货到海南省 海口市、三亚市。 海南省 海南省是中国的经济特区、自由贸易试验区。历史上的火山喷发,在海南岛留下了许多死火山口;岛上温泉分布广泛,多数温泉矿化度低、温度高、水量大、水质佳,属于治疗性温泉。具有历史意义的古迹主要有为纪念李德裕等历史名臣而修建的五公祠,苏东坡居琼遗址东坡书院以及为纪念苏轼而修建的苏公祠,清代雷琼兵备道焦映汉所修建的琼台书院,明代名臣丘浚墓,明代大清官海瑞墓,相传受汉光武帝派遣率兵入海南的将军马援为拯救兵马而下令开凿的汉马伏波井,以及崖州古城、韦氏祠堂、文昌孔庙等。
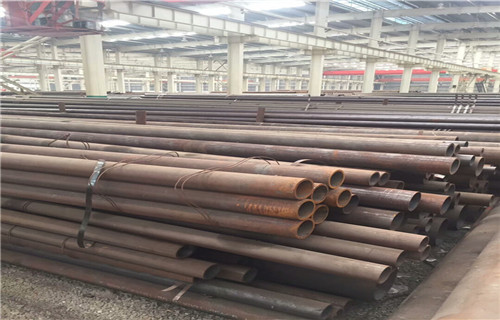
为了让您更地了解我们的无缝钢管_欢迎致电,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。以下是:无缝钢管_欢迎致电的图文介绍
45#无缝钢管横轧工艺应用范围
45#无缝钢管横轧工艺已在无缝钢管生产中得到广泛应用,可实现穿孔、轧制、压扁、定径等横轧。有两个斜轧管机辊,两个系统有三个辊。尽管不同的轧机结构、形状和辊距位置不同,但在变形区辊、内管、调整辊距工艺参数之间的几何关系基本相同。
45#无缝钢管斜轧力参数研究
20世纪80年代初开始对斜轧理论进行了一系列的研究,如金属变形区的变形、应力分布、轧制力和轧制力矩的研究;空腔形成机理的研究;当导板旋转穿孔金属管时,单次活动的宏观变形、塑性变形等。研究了导板轧制力的分布及沿径向轧制时的变形和应力不均匀性;对冲床上的三辊接头变形区和塑性变形特性采用三维有限元方法研究了斜轧稳态轧制过程;采用三维有限元法对P。弹性旋转穿孔过程模拟分析;变形相关概念及计算方法的应用;圆锥滚子斜轧过程的超变形研究。
海南开安管业有限公司主要经营: 球墨铸铁管。为使产品更加符合客户需求,公司实行一套完整标准的售前,售中,售后服务。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们工作人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电咨询。
无缝管生产线主要冷床类型有单链冷床、双链冷床、新型链式冷床、步进齿条式冷床、螺杆式冷床。
1、单链冷床
单链冷床多采用爬坡结构。冷床由正向运输链和固定导轨组成,有一套传动系统。钢管放置在正向运输链的两个拨抓之间,固定导轨承担钢管本体的重量。单链冷床利用正向运输链拨爪的推力及固定导轨的摩擦力使钢管产生旋转运动,同时依靠钢管自重及抬起的角度,使钢管始终紧靠在正向运输链的拨爪上,实现钢管平稳旋转。
2、双链冷床
双链冷床由正向运输链和反向运输链组成,正、反链条各有一套传动系统。钢管放置在正向运输链的两个拨抓之间,反向链承担钢管本体的重量。双链冷床利用正向运输链拔爪的推力使钢管向前运行,利用反向链条的摩擦力使钢管产生持续的旋转运动。反向链的运动又使得钢管始终靠在正向运输链的拨爪上,实现平稳旋转和均匀冷却。
3、新型链式冷床
结合了单链冷床和双链冷床的特点,冷床分为上坡段和下坡段。上坡段为由正向运输链和反向运输链组成的双链结构,正反共同作用使钢管持续旋转前进,做爬坡运动。下坡段为正向运输链和钢管导轨平行布置的单链结构,依靠自重实现旋转,做滑坡运动。
4、步进齿条式冷床
步进齿条式冷床床面由两组齿条组成,一组装在固定梁上,称为静齿条,另一组装在移动梁上,称为动齿条。
升将机构动作时,动齿条上升将钢管托起,由于具有倾斜角度,钢管在被托起时沿着齿形滚动一次。动齿轮上升到高位置后,步进机构动作使动齿条向冷床输出方向前进一个步距。升降机构继续动作,带动动齿条下降并将钢管放入定齿条齿槽中,钢管沿定齿条的齿形再滚动一次,之后动齿条回到初始位置,完成一个工作循环。
5、螺杆式冷床
螺杆式冷却由主传动装置、螺杆和固定冷却台架的等组成,螺杆包括螺杆杆芯及螺杆螺旋线。固定冷却台架的工作面高于螺旋杆芯上面并低于螺旋线,钢管本体的重量由固定冷却台架承担。主传动装置带动螺杆同步旋转,螺杆上的螺旋线推动钢管在固定冷却台架上向前滚动,进行冷却。
单链冷床不适合不连续作业,双链冷床的效果较好,新型链式冷床的效果好且成本低、步进齿条式冷床一般用在大型或配置较高的生产线上,螺杆式冷床一般用于冷却较小直径的无缝管。
无缝钢管的使用非常广泛,在生活中给予了人们很大的帮助,下面无锡无缝钢管厂家给大家分享无缝钢管的除锈方法有什么?1、清洗:利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
2、酸洗:一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理,化学清洗虽然能使表面达到清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。
3、喷射除锈:喷射除锈是通过大功率电机带动喷射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对无缝钢管表面进行喷射处理,不仅可以处理铁锈、氧化物和污物,而且无缝钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。
4、工具除锈:主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。冷拔无缝无缝钢管手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
合金钢管焊前准备
试件采用15CrMo钢管,规格为φ325×25,坡口型式及尺寸见图1。
焊前用角向磨光机将坡口内外及坡口边缘50mm范围内打磨至露出金属光泽,然后用丙酮清洗干净。
试件为水平固定位置,对口间隙为4mm,采用手工钨极氩弧焊沿园周均匀点焊六处,每处点固长度应不小于20mm。焊条按表2的规范进行烘烤。
表2 焊条烘烤规范
焊条型号 烘烤温度 保温时间
E8018-B2 300 ℃ 2h
E309Mo-16 150 ℃ 1.5h
2.3 焊接工艺参数
按方案Ⅰ焊前需进行预热,根据Tto-Bessyo等人提出的计算预热温度公式:
To=350√[C]-0.25(℃) 式中,To——预热温度,℃。
[C]=[C]x [C]p [C]p=0.005S[C]x
[C]x=C (Mn Cr)/9 Ni/18 7Mo/90 式中,
[C]x——成分碳当量;
[C]p——尺寸碳当量; S——试件厚度(本文中S=25mm);
[C]x=C (Mn Cr)/9 7/90Mo=0.361
[C]p=0.045 则To=138℃
因此预热温度选为150℃。采用氧-乙炔焰对试件进行加温,先用测温笔粗略判断试件表面的的温度(以笔迹颜色变化快慢进行估计),后用半导体点温计测定,测量点至少应选择三点,以保证试件整体均达到所要求的预热温度。
焊接时,层采用手工钨极氩弧焊打底,为避免仰焊处焊缝背面产生凹陷,送丝时采用内填丝法,即焊丝通过对口间隙从管内送入。其余各层采用焊条电弧焊,共焊6层,每个焊层一条焊道。
无缝钢管_欢迎致电_开安管业有限公司,固定电话:13562007212,移动电话:888-0628,联系人:夏志明,QQ:810507637,东昌府区凤凰工业园百亿钢管物流园A区28号 发货到 海南省。