
以下是:声测管生产厂家的产品参数
桩基声测管 桩基检测 工程用管 金属制品 声测管 桥梁桩基检测 金属探测管 声测管生产厂家,沧州达讯钢管有限公司为您提供声测管生产厂家的资讯,联系人:王昭斌,电话:0317-5515265、18003173068,QQ:275816538,发货地:河北沧州市新华区黄河东路东方世纪广场A座10F发货到浙江省 绍兴市 越城区、新昌县、诸暨市、上虞区、嵊州市。 浙江省,绍兴市 绍兴市,浙江省辖地级市,是长江三角洲中心区城市,环杭州湾大湾区核心城市、杭州都市圈副中心城市,位于中国华东地区、浙江省中北部、杭州湾南岸,介于北纬29°13′35″至30°17′30″、东经119°53′03″至121°13′38″之间,东连宁波市,南临台州市和金华市,西接杭州市,北隔钱塘江与嘉兴市相望,总面积8274.79平方千米。截至2022年末,绍兴市常住人口535.3万人,下辖3个区、1个县,代管2个县级市。
我们的声测管生产厂家视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。以下是:声测管生产厂家的图文介绍
浙江绍兴沧州达讯钢管有限公司生产各种 声测管,我司技术实力雄厚、企业内部管理严密、生产效率高;本公司生产的 声测管品种多,规格齐全,产品先进性、可靠性、稳定性已达到国际先进技术水平;产品以精良的质量、低廉的价格、美观的造型和完善的售后服务赢得了用户的信赖和好评;产品畅销全国各地。
声脉冲从发射换能器发出,通过耦合水到达水和声测管管壁的界面,再通过管壁到达声测管管壁与混凝土的界面,穿过混凝土后又需穿过另一声测管的两个界面而到达接收换能器。因此,声测管形成4个界面,每个界面的声能透过系数可按下式计算:
裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350 HV对应的冷却速度(540℃时),查表确定焊接线能量。根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。根据接头热输入、冷却时间和钢材的特定曲线图确定低预热温度。
预热与层间温度。低温环境下的预热温度应稍高于常温下的焊接预热温度,加热区域为构件焊接区各方向大于或等于二倍钢板厚度且不小于100mm范围内的母材,焊接层间温度不低于预热温度或标准(JGJ81—20规定的低温度20℃ (两者取高值)。加大声测管定位焊时的热输入。适当加大定位焊的热输入,增大焊缝截面和长度,并采用与正式焊接相同的预热条件,不在坡口以外的母材上打弧,熄弧时弧坑一定要填满,可以有效减少由于定位焊接引起的收缩裂纹。采用合理的焊接方法。尽量使用窄摆幅,多层多道焊,严格控制层间温度。焊接后热及保温。焊接后及时对焊接接头进行后热保温处理,利于扩散氢气的逸出,防止因冷速过快而引起的冷裂纹,同时适当的后热温度还可以适当降低预热温度。
清晨的阳光和努力的金响声测管厂家,都值得被命运温柔以待,金响声测管厂家记住,不要做廉价的自己,不要随意去为不值的付出,不要一厢情愿地去迎合别人,金响声测管厂家努力合群的样子并不漂亮,圈子不同,不必强融!金响声测管厂家何必为难自己!更不需要苛责别人!
桩基声测管是进行衔接使用的,在衔接的时候主要有以下几部分:
井下操作人员连续工作时间,不宜超过4h,应及时轮换。同时应注意的是钢模板斜顶砌之上下灰缝,应于抹灰前3天于钢模板操作架上再检查一次,遇有未勾又沉裂的应补勾填实,沉裂缝应踢出宽度不小于10mm的大缝,以保证重勾填实。如:工期要求、施工程序要求与其他分部分项工程的交叉作业状况等。
根据相关要求根据不同的桩基直径对声测管的埋设数量要根据实际情况进行实时的调整,以便对不同口径的桩基进行的检测。大致0.8米以下直径每桩不少于2支,0.8米-1.6米桩径每桩不少于3支,1.6米至2.5米桩径每桩不少于4支,2.5米以上桩径视情况进行增加。不论用多少支都要注意中心点必须与桩身同心。
声测管可以用作检测通道及取代一部分钢筋截面外,还可作为桩底压浆的管道。试验证明,经桩底浆处理的灌注桩,可大幅度提高其承载力。同时声测管还可作为事故桩缺陷冲洗与压浆处理的管道,这时需采取措施把需压浆的缺陷部位的管道打穿。当声测管材料或安装工艺较差时,可能造成漏浆、堵管、断裂、弯曲、下沉、变形等事故的发生,对超声波透射法进行桩基完整性检测产生较大影响,甚至于无法进行超声波透射法检测
近几年桩基声测管在我们的生活中使用的越来越多,人们在使用桩基声测管时也时常会出现这样或那样的问题,遇到问题时该如何解决才能使桩基声测管带给我们更大的帮助呢?下面我们就共同来了解一下桩基声测管在使用时常见的一些问题以及解决方法,让这些方法带给我们更方便的桩基声测管。
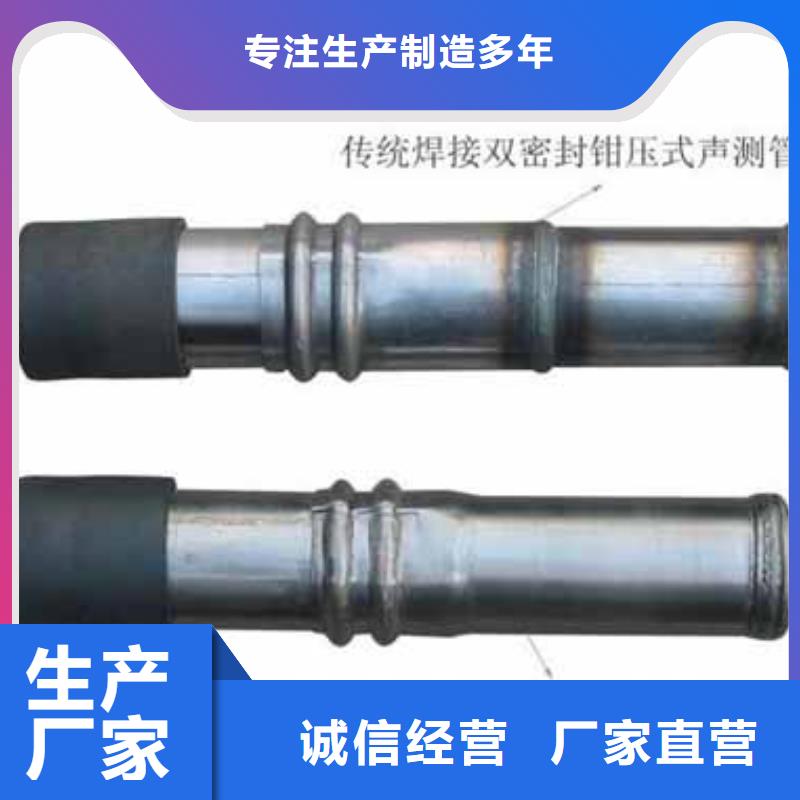
直插式声测管顾名思义就是两根声测管焊上接头并在连接时里面佩戴好密封圈,使用两根声测管直接已连接就能使用,操作方法特别简单,由于是单方插入连接所以相对于螺旋式声测管密封性相对差一些,但是直插式声测管在我国还是属于常用的连接方式,因其使用还是操作简单便于施工。
热带声测管成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢声测管的主要成形方法,并也应用在某些规格的不锈钢声测管的成形中。
成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。
冲压成形
冲压成形声测管是早应用于批量生产无缝声测管的成形工艺,在常用规格的声测管生产中已被热推法或其它成形工艺所替代,但在某些规格的声测管中因生产数量少、壁厚过厚或过薄。
产品有特殊要求时仍在使用。声测管的冲压成形采用与声测管外径相等的管坯,使用压力机在模具中直接压制成形。
在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使声测管成形。
与热推工艺相比,冲压成形的外观质量不如前者;冲压声测管在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压声测管工艺多用于小批量、厚壁声测管的制造。
冲压声测管分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。
冷挤压声测管的成形过程是使用专用的声测管成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。
采用内外模冷挤压工艺制造的声测管外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢声测管特别是薄壁的不锈钢声测管成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。
中板焊制
用中板用压力机做成声测管剖面的一半,然后把两个剖面焊接到一起。这样的工艺一般用来作DN700以上的声测管的。
其它成形方法
除上述三种常用的成形工艺以外,无缝声测管成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用
声测管生产厂家_沧州达讯钢管有限公司,固定电话:18003173068,移动电话:0317-5515265,联系人:王昭斌,QQ:275816538,河北沧州市新华区黄河东路东方世纪广场A座10F 发货到 浙江省绍兴市。








