

以下是:锅炉热喷涂施工工艺及价格的产品参数
山东锅炉热喷涂 山东 锅炉热喷涂施工工艺及价格,宏合集团为您提供锅炉热喷涂施工工艺及价格产品案例,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,发货地:开发区发货到湖南省 张家界市 武陵源区、慈利县、桑植县。 湖南省,张家界市 张家界市,原称“大庸”,湖南省辖地级市,是中国重要的旅游城市之一,重点生态功能区、长江中下游重要生态屏障。全市下辖2个区、2个县,总面积9533平方千米,截至2022年末,张家界市常住人口为150.4万人。
为了让您更地了解我们的锅炉热喷涂施工工艺及价格,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:锅炉热喷涂施工工艺及价格的图文介绍
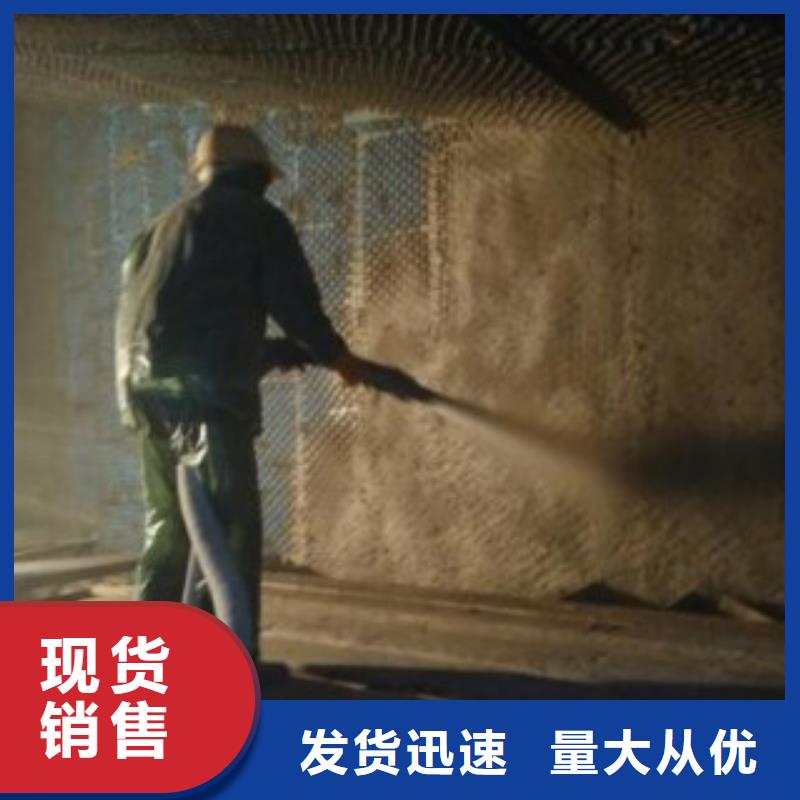
锅炉热喷涂的工艺及注意事项
1、喷涂性能要求不高、使用环境无特殊要求,且喷涂材料熔点低于2500℃,可选择设备简单、成本较低的氧-乙炔火焰喷喷涂工艺。如一般工件尺寸修复和常规表面防护等;
2、喷涂性能要求较高。工况条件较恶劣的贵重或关键部件,可选用等离子喷涂工艺。相对于氧乙炔火焰喷涂来讲,等离子喷涂的焰流温度高,溶化充分,具有非氧化性,涂层结合强度高,空隙率低;
3、涂层要求具有高结合强度、极低空隙率时,对金属或金属陶瓷涂层,可选用高速火焰喷涂工艺;对氧化物陶瓷涂层,可选用高速等离子喷涂工艺。
行业专家认为山东锅炉热喷涂工艺需要注意一下几点:
1、根据工件的材料、技术要求及工作条件等选用基层及工作层用材料。选料时参阅其他有关资料。一般情形,薄涂层选用细粉,厚涂层选用粗粉。
2、零件喷涂的主要目的大都是补偿磨损尺寸。一般,喷涂后必须机械加工达到尺寸和形位精度要求,因此确定涂层厚度时应考虑加工余量,并考虑喷涂后工件热态与冷态的尺寸差异。补偿层厚度以0.4~1mm为宜,局部厚度应3mm。加工余量一般可取0.40.8mm。对于工件磨损量小,只喷涂自粘结复合材料,其厚度应0.3mm。
3、以涂层材料性能、厚度及粒度确定喷涂参数,包括乙炔和氧气的压力、喷距、喷枪与工件的相对运动速度等。这些参数除参考有关资料外,应注意积累经验数据
湖南张家界宏合集团拥有专业的队伍,专业生产 无缝钢管,企业严把质量关,做到不合格不出厂。本公司始终恪守“诚信di yi、服务di yi”的经营理念,坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。 湖南张家界宏合集团始终让用户买得放心,用得称心。 服务于客户—密切联络客户,建立信息反馈网络,满足客户的需求,服务跟进。
等粒子喷涂工艺在等粒子喷涂过程中,影响涂层质量的工艺参数很多,主要有:①等离子气体:气体的选择原则主要根据是可用性和经济性,N2气便宜,且离子焰热焓高,传热快,利于粉末的加热和熔化,但对于易发生氮化反应的粉末或基体则不可采用。Ar气电离电位较低,等离子弧稳定且易于引燃,弧焰较短,适于小件或薄件的喷涂,此外Ar气还有很好的保护作用,但Ar气的热焓低,价格昂贵。气体流量大小直接影响等离子焰流的热焓和流速,从而影响喷涂效率,涂层气孔率和结合力等。流量过高,则气体会从等离子射流中带走有用的热,并使喷涂粒子的速度升高,减少了喷涂粒子在等离子火焰中的“滞留”时间,导致粒子达不到变形所必要的半熔化或塑性状态,结果是涂层粘接强度、密度和硬度都较差,沉积速率也会显著降低;相反,则会使电弧电压值不适当,并大大降低喷射粒子的速度。极端情况下,会引起喷涂材料过热,造成喷涂材料过度熔化或汽化,引起熔融的粉末粒子在喷嘴或粉末喷口聚集,然后以较大球状沉积到涂层中,形成大的空穴。②电弧的功率:电弧功率太高,电弧温度升高,更多的气体将转变成为等离子体,在大功率、低工作气体流量的情况下,几乎全部工作气体都转变为活性等粒子流,等粒子火焰温度也很高,这可能使一些喷涂材料气化并引起涂层成分改变,喷涂材料的蒸汽在基体与涂层之间或涂层的叠层之间凝聚引起粘接不良。此外还可能使喷嘴和电极烧蚀。而电弧功率太低,则得到部分离子气体和温度较低的等离子火焰,又会引起粒子加热不足,涂层的粘结强度,硬度和沉积效率较低。③供粉:供粉速度必须与输入功率相适应,过大,会出现生粉(未熔化),导致喷涂效率降低;过低,粉末氧化严重,并造成基体过热。送料位置也会影响涂层结构和喷涂效率,一般来说,粉末必须送至焰心才能使粉末获得 的加热和 的速度。④喷涂距离和喷涂角:喷枪到工件的距离影响喷涂粒子和基体撞击时的速度和温度,涂层的特征和喷涂材料对喷涂距离很敏感。喷涂距离过大,粉粒的温度和速度均将下降,结合力、气孔、喷涂效率都会明显下降;过小,会使基体温升过高,基体和涂层氧化,影响涂层的结合。在机体温升允许的情况下,喷距适当小些为好。喷涂角:指的是焰流轴线与被喷涂工件表面之间的角度。该角小于45度时,由于“阴影效应”的影响,涂层结构会恶化形成空穴,导致涂层疏松。⑤喷枪与工件的相对运动速度:喷枪的移动速度应保证涂层平坦,不出线喷涂脊背的痕迹。也就是说,每个行程的宽度之间应充分搭叠,在满足上述要求前提下,喷涂操作时,一般采用较高的喷枪移动速度,这样可防止产生局部热点和表面氧化。⑥基体温度控制:较理想的喷涂工件是在喷涂前把工件预热到喷涂过程要达到的温度,然后在喷涂过程中对工件采用喷气冷却的措施,使其保持原来的温度。在等离子喷涂的基础上又发展了几种新的等离子喷涂技术
球磨机、汽轮机转子和发电机转子轴颈、气缸结合面修复;锅炉四管耐磨耐蚀涂层;水轮机叶片抗气蚀及耐磨涂层;燃气轮机叶片、火焰筒、过渡段抗高温防护涂层;风机叶轮、球磨机等磨损件耐磨涂层;门芯、门杆、阀芯、阀门配件、阀座耐磨耐蚀涂层及锅炉相关设备部件强化修复。交通运输各种磨损部位的耐磨涂层;汽车发动机机座、同步环、曲辊修复和预强化;齿轮箱轴承座、油缸柱塞、前后桥支撑轴、门架导轨、发动机主轴瓦座、摇臂轴、半轴油封位、销轴的磨损处的耐磨涂层;挖泥船耙头、防磨环、泥斗、绞刀片、铲齿、泥泵叶轮、船舶的艉轴、艉州铜套、偏心轴套、齿轮传动轴、泥泵水封颈、泥门、滑板、刮沙机刮板耐磨涂层等。化工各种容器、反应器、管道、泵、阀及密封部件修复化;各种搪瓷罐、专用容器的现场修复;锅炉、空压机、水泵等零部件修复。玻璃行业采用热喷涂的方法在辊、输送辊表面喷涂一层陶瓷,提高辊、输送辊对熔融玻璃的耐腐蚀能力,抑制辊面熔融液相的附着,减缓熔融玻璃对辊面的侵蚀,使辊面长时间保持光滑,减少辊、输送辊的维修保养,提高玻璃质量和生产成品率,降低生产成本。电工制线采用超音速火焰喷涂工艺在拔丝塔轮、拉丝机、拉丝轮、线轮、拔丝缸、收线盘、导向槽等零件表面喷涂碳化物陶瓷涂层,可使表面硬度达到 HRc75 ,远比磨具钢或冷硬铸铁的耐磨性高;还可使这些零件的基体采用普通钢材或铸铁制造,既降低成本,又延长使用寿命。市政各类钢结构的热喷涂长效防护涂层、防腐、长效防腐,一次防护寿命可达 30 年以上轻工塑料模具喷涂强化修复;挤塑机螺杆和橡胶密炼机转子喷涂强化;各种辊类轴承位喷涂修复和强化。
锅炉热喷涂为什么进行封孔处理
锅炉热喷涂之热喷涂是利用热源将喷涂材料加热至熔化或半熔化状态,并以一定的速度喷射沉积到经过预处理的基体表面形成涂层的方法,赋予基体表面特殊功能的目的。以常见的超音速火焰(HVOF)喷涂方法喷涂和大气等离子喷涂(APS)方法的喷涂过程为例,所制涂层是由无数变形粒子相互交错成波浪式堆叠在一起而形成的层状堆积结构,因此涂层中变形的颗粒与颗粒之间不可避免地存在一些孔隙。孔隙按其存在的形式可分为表面孔(开孔)、封闭孔和穿透孔(通孔)。当涂层用于耐腐蚀时,若涂层中有开孔或封闭孔存在,腐蚀介质不能直接到达基体表面,故其不能直接使基体发生腐蚀;而若涂层中存在通孔,则腐蚀介质会通过孔隙直接到达被保护基体的表面,使涂层与基体发生化学或电化学侵蚀,腐蚀产物在界面积累,会使涂层龟裂,脱落,终导致涂层失效。因此为了阻止腐蚀介质对基体的侵蚀,提高涂层的耐腐性能及扩大其在特殊环境下的应用范围,必须对涂层进行封孔处理。
12、施工时承揽商必须注意人身、设备,严格按照有关规范施工,若因违规造成损失,一切责任由承揽商负责;
13、本工程一切责任均由承揽商负责。
在湖南省张家界市采买锅炉热喷涂施工工艺及价格到宏合集团,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-13780722348,QQ:594476388,地址:《开发区》。


















