

以下是:钢管折弯热轧方钢使用方法的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 现货直发 |
| 供货总量 | 3000吨 |
| 运费说明 | 卖家负责 |
以下是:钢管折弯热轧方钢使用方法的图文视频




【导语】:在江苏省南通市采购钢管折弯热轧方钢使用方法请认准宏钜天成钢管有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:肖经理-0527-88266888,QQ:616223113,地址:经济开发区辽河路东首兴隆钢管市场发货到江苏省 南通市 崇川区、港闸区、海安市、如东县、启东市、如皋市、海门区)。 江苏省,南通市 南通市地处中国华东地区、江苏东南部、长江入海口,东抵黄海、南濒长江,与上海、苏州灯火相邀,是上海大都市圈门户、扬子江城市群核心组成部分、中国首批14个沿海开放城市之一,集黄金海岸与黄金水道于一身,拥有海岸线284千米、长江岸线226千米。
不要错过这部精心制作的钢管折弯热轧方钢使用方法产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:钢管折弯热轧方钢使用方法的图文介绍
宏钜天成钢管有限公司是一家集生产、销售为一体的综合型企业,旗下生产销售 江苏南通T型钢系列产品;公司自成立以来,质量上乘的产品,实实在在的价格,周到细致的服务,受到客户的认可。以“信誉求发展”以“质量求生存”,是公司一贯的经营理念。公司将循序渐进,继往开来,为广大新老客户呈现优良的 江苏南通T型钢产品。


钢管折弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。




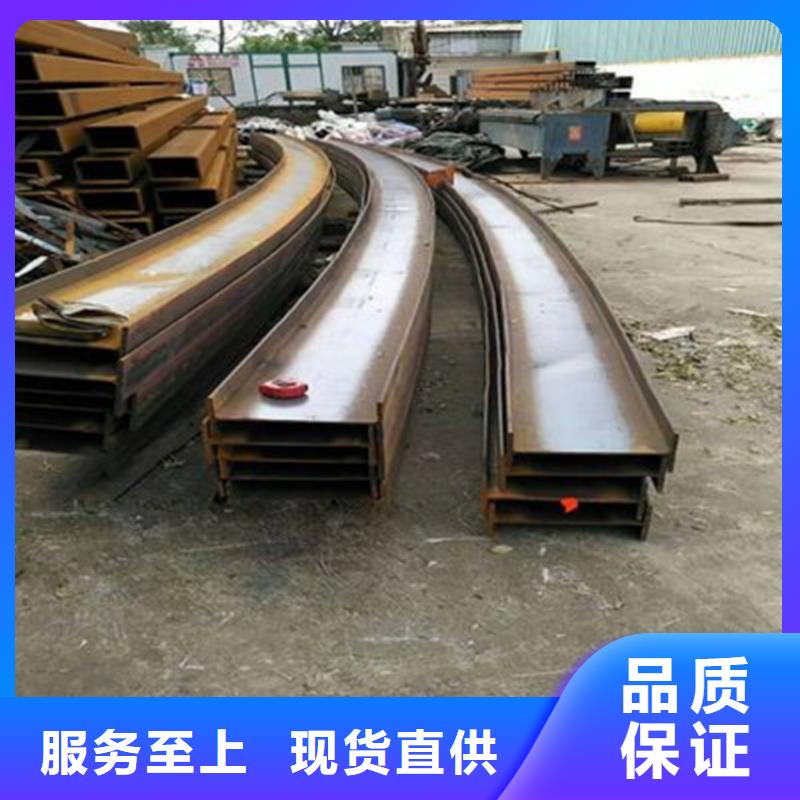
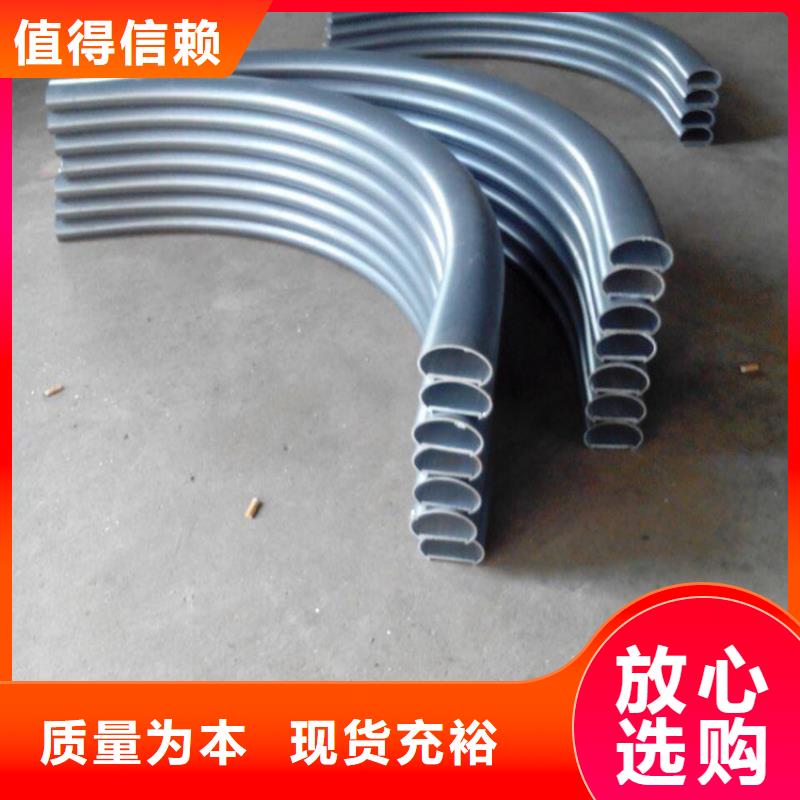
钢管折弯厂家介绍钢管折弯的分类钢管折弯是将金属薄板、管材和型材弯曲成具有一定曲率、形状和尺寸的工件的冲压工艺。 钢管折弯成型广泛用于制造高压容器、锅炉汽包、锅炉管、钢板和船体肋、各种器皿、仪表部件和柜体嵌件。根据工艺特点,钢管折弯可分为顶弯、压弯、辊弯和钢管折弯。压弯是常用的钢管折弯方法。 所使用的设备多为通用机械压力机或液压机,也有专用折弯机,常用的折弯设备是卷板机。 三辊弯曲机是根据三点定圆的原理,连续弯曲板坯。 三辊卷板机有两个驱动辊(固定)和一个压辊(可调)。 通过调节压辊的上下位置,可以改变压辊与驱动辊的相对距离。 当钢管折弯时,版材置于驱动辊和压辊之间,驱动辊正反向旋转,使版材往复运动。 通过调节压辊逐渐下压,可以将板材弯曲成具有所需曲率的圆柱面、圆锥面和曲率较小的双曲面。 压辊一端可升高,方便工件卸料。 还有四辊和多辊卷板机。 四辊卷板机用于轧制厚板滚筒。 四辊以上的多辊卷板机利用多对辊将板材逐渐弯曲成复杂的形状。对于要求精度高、长度和曲率半径大、横向尺寸小的折弯件,可以在专用的钢管折弯机钢管折弯上进行。 当钢管折弯时,板的整个厚度都在拉应力的作用下,所以只发生伸长变形,卸载后回弹引起的变形小,容易保证精度。





【总结】:今年在江苏省南通市购买钢管折弯热轧方钢使用方法有了新选择,宏钜天成钢管有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的钢管折弯热轧方钢使用方法产品。如需购买或咨询,请随时联系我们,联系人:肖经理-0527-88266888,QQ:616223113,地址:经济开发区辽河路东首兴隆钢管市场。














